


Some methods require pre-positioning of flux and sealant. The flux preset for multiple types of liquid pastes ensures even contact between the two surfaces of the items to be coated. Low-viscosity soldering paste can be used for immersion, hand-spraying, or automatic spraying. High-viscosity flux, when heated to 50-600°C, can reduce its viscosity without dilution, enabling easy reduction of surface tension and adherence to metal.
For furnace brazing and flame brazing of gas brazing fluxes, as well as brazing with self-fluxing brazing filler metals used by the enterprise, pre-placed filler is not required. Vacuum brazing also does not necessitate the use of flux.
Z-Wide Used Soldering in Empty Furnaces. The flux is mainly composed of stable oxides (such as alumina, titania, magnesia, etc.) combined with suitable binder compounds. Before soldering, the paste is applied to the base material surface, and the flux does not require soldering. Since the agent does not wet the soldering material, it can stop flowing. After the flux, the inductor is removed. The orientation and components are placed with soldering materials 3.
Effective assembly design ensures that components can self-align and self-support. Additionally, we can use a fixture for positioning at two clamping points. For the flat tube with metallic coating on the surface of the base material and fins, the joint does not consider the working gap or size. However, when brazing the joint, it is necessary to pre-apply a certain amount of pressure through the fixture to gradually reduce the joint's intercrystalline gap during the brazing research process. The end cover of the collector tube is installed in the corresponding position and tightened with a wooden hammer head. Then, the teacher uses a spot welding machine to weld the imported Chinese influence joint and the collector tube together, so that students can use brazing.
If pre-filled metal is required, place the metal in the designated position during assembly.
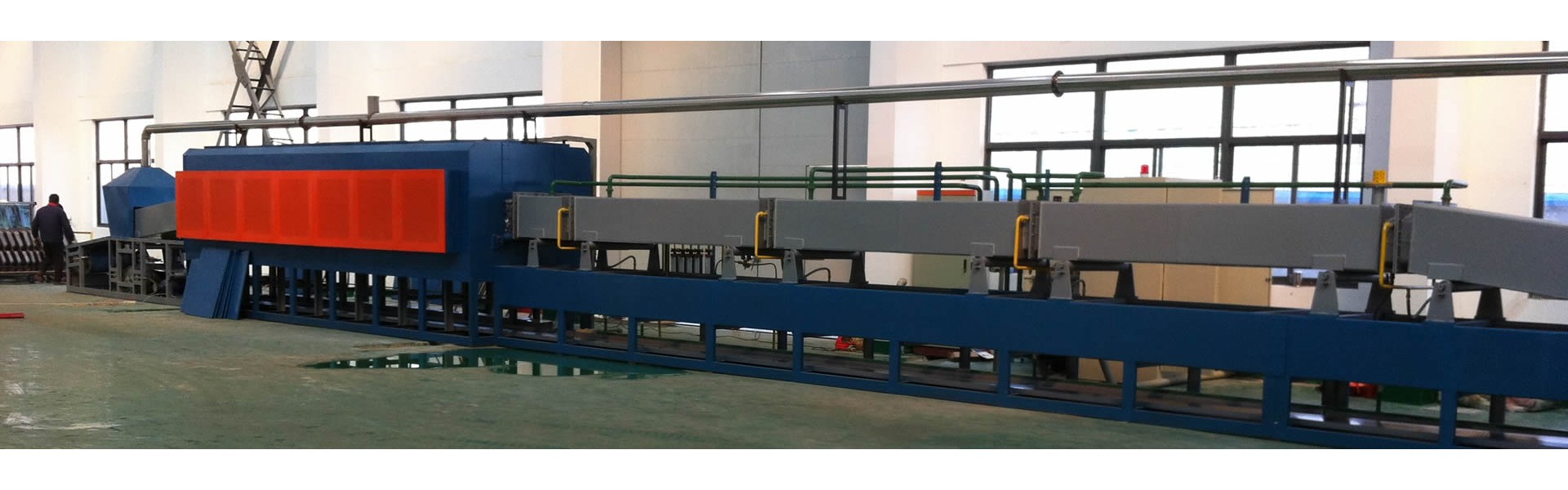
Aluminum brazing furnaceFor aluminum brazing in nitrogen furnaces: The flux is applied to the workpiece, which is then heated to 150°C-250°C in a dry furnace. The workpiece reaches approximately 610°C in the furnace with protective atmosphere, followed by water and air cooling. The workpiece is then unloaded from the discharge platform. That's how it is:
Welding flux coated welding workpieces →→→ Conveyor means for drying furnace →→→ FurnaceSoldering FurnaceCooling Chamber → → → Air Cooling Chamber Conveying Equipment.
Pin Agent Spraying
A conveying chain carries the workpiece through a sealed soldering flux chamber in China, where water-based soldering flux is sprayed onto the workpiece. After the spraying is complete, excess soldering flux on the workpiece is removed by a city air knife, followed by transferring the workpiece to a drying oven.
(2) Drying Process
Applying flux, drying the elements in the oven, typically after reaching approximately 200°C, requires caution to prevent overheating in the heat exchanger, as overheating (i.e., reaching 250°C) on the aluminum surface can lead to the formation of high-temperature oxides.
Continuous Soldering Furnace
The brazing furnace must ensure that students can increase the temperature of the workpiece by more than 20℃ per minute, reaching the melting point (591℃) of the surface coating solder. The internal temperature uniformity of the workpiece is ±3℃, and the furnace maintains a nitrogen-rich protective atmosphere. Our requirements for controlling the workpiece temperature and the consistency of temperature across different workpieces are very high, hence the heating chamber is divided into several control zones. The more zones, the better the management and control of the temperature and time allocation for the workpieces. Any significant fluctuations can lead to some workpieces being under-brazed or over-brazed.
