





Ideal for large steel structures, ships, bridges, aerospace, military products, rail equipment, wind turbine towers, port machinery, oilfield equipment, construction machinery, mining equipment, textile machinery, special-purpose vehicles, large castings, and surface rust removal for both inner and outer walls of steel pipes.
Ideal for large steel structures, ships, bridges, aerospace, military products, track equipment, wind tower frames, port machinery, oilfield equipment, construction machinery, mining equipment, textile machinery, specialized vehicles, large castings, and the interior and exterior surfaces of steel pipes – surface rust removal.
Principle Overview:
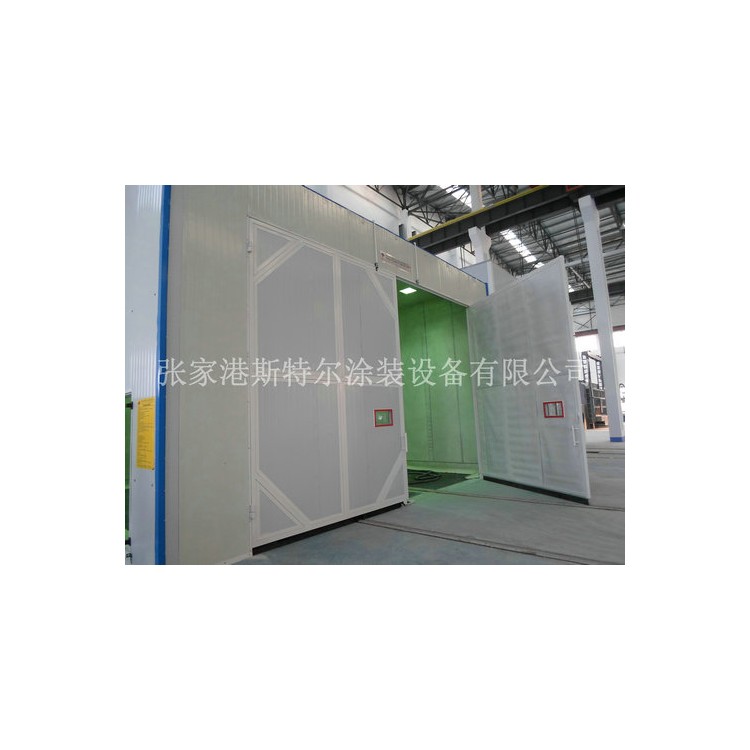
The interior of the sandblasting room forms an air flow layer from the top to the bottom of the room under the action of wind. The abrasive material is jetted onto the workpiece surface after being solidified by compressed air, cutting away chips. Some of the abrasive chips break down into dust, which is then carried by the downward flowing air. This dust mixes with the abrasive material and rust removal impurities, returning to the separation system through the honeycomb back-sanding floor. After separation, the recyclable sand material returns to the storage bin, automatically adding sand to the sandblasting system as needed for recycling. The non-recyclable dust and impurities are transported to the dust collector for fine filtration. The dust settles in the waste bin and is recycled. The filtered gas is then released into the atmosphere or reused in the sandblasting room. The entire process is sealed, with no dust leakage, ensuring safety and environmental protection.
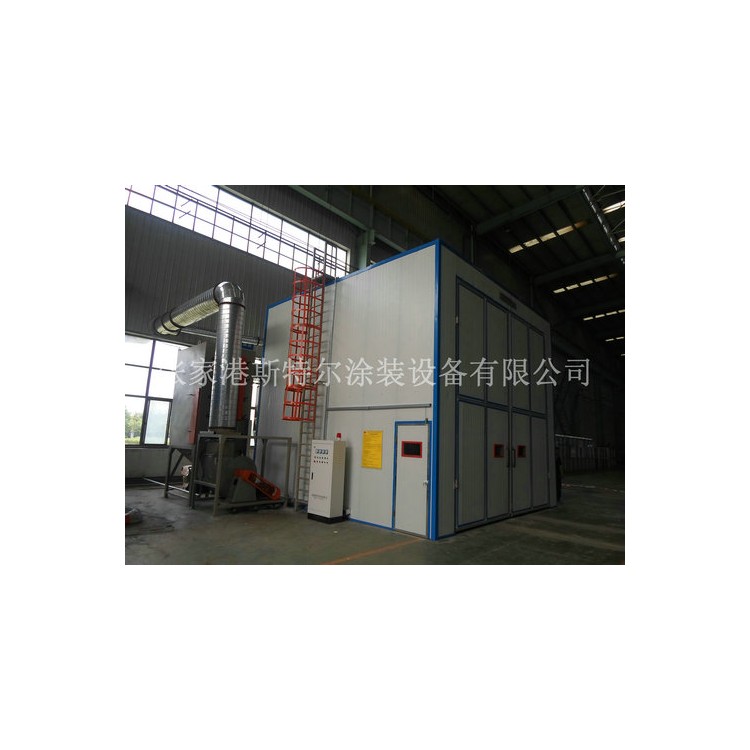
Mechanical circulating sandblasting rooms are complete sets of equipment consisting of the sandblasting room body, lighting system, aerodynamic recovery floor, separator, sandblasting system, dust collector, fan, control system, workpiece conveying system, and operator protection system.
Mechanical Recirculating Sandblasting Booth Features:
★Environmental Protection: The fan is driven by electricity, ensuring cleanliness and zero pollution; sandblasting is conducted in a sealed environment, and the sand is recycled through enclosed pipelines, thus preventing any leakage of sand or dust that could cause pollution around the area; dust is filtered by a core filter dust collector, with the exhaust gas concentration after filtration exceeding national emission standards.
★Automatic Recirculation: The system utilizes an aero-dynamic floor for sand material automatic recirculation.
★Dual-purpose: The wind generated by the fan not only meets the conveying of sand material but also serves as dust removal for the system.
★Automatic Sorting: The separator utilizes the principles of pneumatics to effectively sort sand, impurities, and dust. Recyclable sand is returned to the storage bin, while non-recyclable dust and impurities are transported to the dust collector for fine filtration.
★ Filter Core Dust Removal: The system employs a filter core dust removal method, with high filtration efficiency.
★ Imported Filter Media: Made from imported long fibers, the filter cores have a large filtering area, with each core having twice the filtering area of a standard filter core.
★Automatic Control: The system can achieve automated control for sand recycling, sorting, nozzle control, dust removal, and sand blasting pot operations, with automatic alarm and prompt for system failures.
High Integration: The control system employs PLC + touch screen display, enabling both automatic operation mode and manual control mode.
★High-Efficiency Cleaning: Utilizing a high-pressure dual-cylinder continuous sandblasting machine, the single gun can clean up to 10~30 m²/h.
Compared to traditional shot blasting (bead) rooms, it boasts the following distinct features:
1. No need for deep excavation (or can skip the pit), low infrastructure costs, and a short construction period.
2. Equipped with sand-suction floor, eliminating the need for traditional conveying equipment such as augers, belt conveyors, and bucket elevators. This avoids the wear, clogging, and other issues caused by sand and dust on conveying equipment, bearings, and motors during sand material transportation and lifting, resulting in a low failure rate and reduced maintenance workload.
3. Equipped with abrasive separation and sorting equipment, the abrasive is automatically recycled, enhancing utilization rates and sandblasting cleaning efficiency.
4. The abrasive recycling separation, sorting, and dust removal systems share a single fan, achieving multiple uses with one wind source, saving 30% of energy compared to traditional sandblasting rooms.
5. The sandblasting system allows multiple high-speed喷枪 to operate with a single sand pot, each gun can be controlled individually, offering high sandblasting efficiency, and the working pressure can be infinitely adjusted.
6. Utilizes carbide-tough shot blasting nozzles with an average lifespan of 800-1000 hours.
7. The sandblasting room can utilize different materials and particle sizes of abrasive media (such as steel shots, glass beads, steel grit, quartz sand, copper ore sand, yellow sand, fruit shells, etc.), meeting various process requirements.
8. The sandblasting (pellet) room features an upward-to-downward air circulation, with bright lighting, comfort, and high visibility.
9. Utilizing filter core dust removal technology, the dust emission from the sandblasting (pellet) room is significantly lower than the national environmental protection requirements.
10. The shot blasting (bead) room is constructed with foam plastic sandwich colored steel panels, featuring noise reduction capabilities, aesthetic appeal, durability, and airtightness.
Dust and Sand Separation System
Material and dust are recovered from the honeycomb floor, which must be separated by a sand-dust separator before the sand can be recycled. The efficiency of the sand-dust separator directly impacts the sandblasting performance of the sandblasting machine and the filtration performance of the dust collector.
The sand separator utilizes a two-stage air separator specifically designed for our sandblasting systems. The first stage is a unique cyclonic inertial separator, and the second stage is an air-blowing separator. It effectively sorts reusable sand, crushed sand, dust, oxide scale, and other impurities. The whole sand is returned to the sandblasting machine for continuous recycling, while the dust and fine sand are sent to a dust collector, filtered, and stored for periodic cleaning.
By adjusting the regulating mechanism on the dust separator, the diameter of the separated sand material can be regulated. Custom-designed dust separators can achieve grading, segmentation (different particle sizes), and round selection of sand materials.
