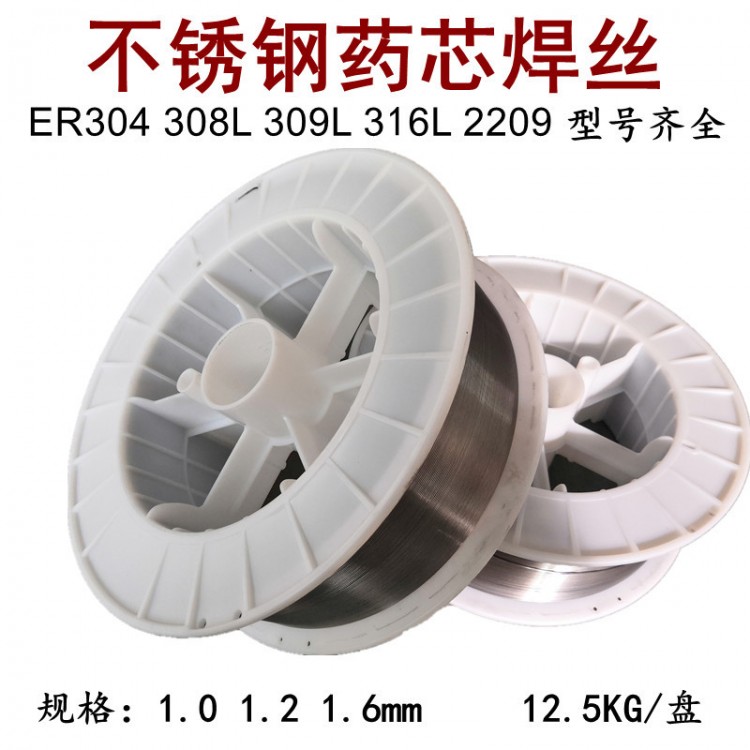
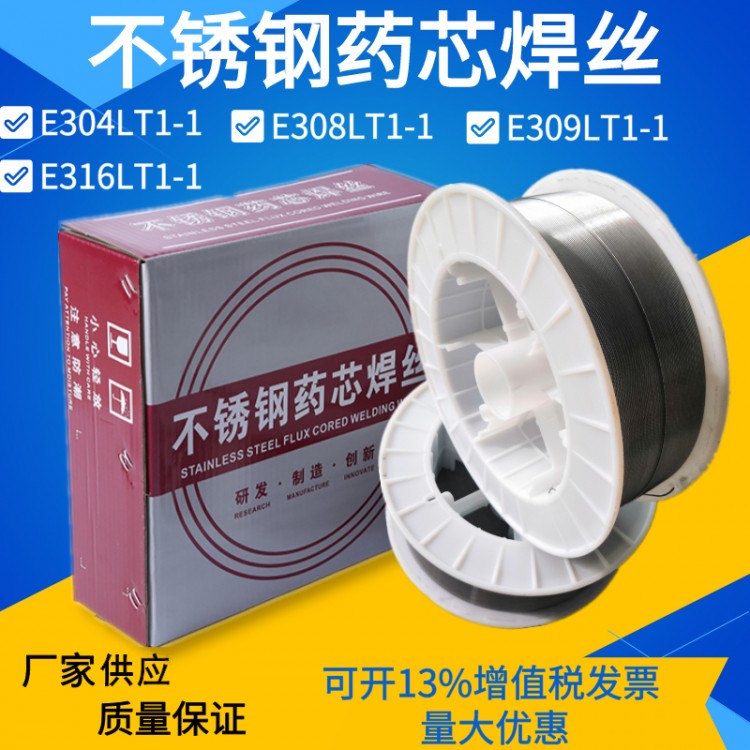
 E316L不锈钢药芯焊丝
E316L不锈钢药芯焊丝
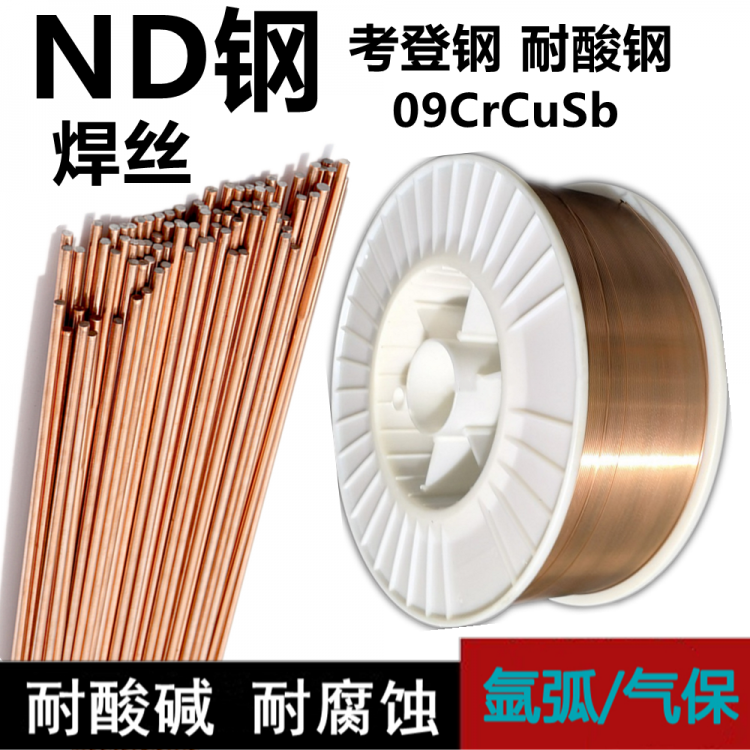 ND钢耐酸耐候钢焊丝09CrCuSb
ND钢耐酸耐候钢焊丝09CrCuSb
 ER304不锈钢气保药芯焊丝
ER304不锈钢气保药芯焊丝
 YD212耐磨焊丝
YD212耐磨焊丝
 考登钢耐候钢ND钢09CrCuSb焊条
考登钢耐候钢ND钢09CrCuSb焊条
 上海斯米克铸铁焊条
上海斯米克铸铁焊条
 ERNiCu-7镍基合金焊丝
ERNiCu-7镍基合金焊丝
商品详情
焊接材料、焊条、焊丝、五金工具、金属制品、切割工具、...




产品价格 42.00元/公斤
最小起订数量:20 公斤 供货总数量: 8000 公斤


产地 |
|
规格 |
2.5mm3.2mm4.0mm |
重量 |
19.8 |
E6010 符合 GB/T 5117 E4310 说明: E6010是高纤维素钠型药皮立向下焊条。电弧吹力大,单面焊双面成形,熔渣少,易清除,焊缝成形美观,焊接速度快,熔敷金属有良好的力学性能,并具有优良的抗气孔和抗裂性能,是管线现场环缝全位置立向下焊接焊条,采用直流正接。 用途: 用于各种碳钢钢管的环缝对接,也适宜一般碳钢结构立向下焊接。 熔敷金属化学成分(%) C Mn Si S P Ni Cr Mo V 保证值 ≤0.20 ≤1.20 ≤1.00 ≤0.035 ≤0.040 ≤0.30 ≤0.20 ≤0.30 ≤0.08 例值 0.11 0.38 0.10 0.009 0.013 0.085 0.030 0.023 0.008 熔敷金属力学性能 试验项目 Rm(N/mm2) ReL/Rp0.2(N/mm2) A(%) KV2(J) -30℃ 保证值 ≥430 ≥330 ≥20 ≥27 例值 510 400 27 80 X射线探伤: Ⅱ级 参考电流 (DC-) 焊条直径(mm) φ3.2 φ4.0 焊接电流(A) 80~100 110~130 注意事项: 1. 焊条开封即用,勿需烘焙。 3. 焊接时电流不宜过大,焊条摆动不宜过宽。
AWS A5.1 E6010
ISO 2560-B-E 43 10 A
2.焊前必须清除焊件铁锈、油污、水分等杂质。

www.114global.com 中商壹壹肆河北网络科技有限公司版权所有 联系地址:河北省石家庄市桥西区中山东路118号东方新世界中心6009室 平台服务电话:4006299930 电信业务经营许可证:冀B2-20240433 冀ICP备19018905号-9  冀公网安备13010402003046号
冀公网安备13010402003046号