


Basic Knowledge of PE-RT II Type Pre-Fabricated Direct Burial Insulation Pipes
PE-RT II Type Pre-fabricated Direct Burial Insulation Pipes Execution Standard
CJ/T 480-2015 "High-Density Polyethylene Extruded Foam Pre-Fabricated Direct-Buried Insulation Composite Plastic Pipe"
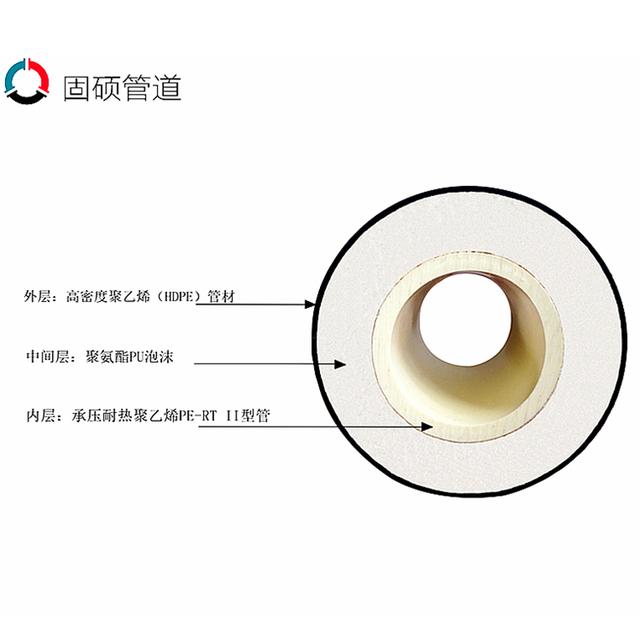
The PE-RT II pre-fabricated buried thermal insulation pipe, also known as the "PE-RT II thermal insulation composite plastic pipe," is composed of a high-density polyethylene outer protective layer, polyurethane rigid foam pipe, and heat-resistant polyethylene (PE-RT II) piping material. The PE-RT II pre-fabricated buried thermal insulation pipe boasts excellent performance and is used in the secondary pipeline system of urban centralized heating. It consists of three parts: the outer protective layer, insulation layer, and working pipe. The outer protective layer is made of high-density polyethylene; the insulation layer uses rigid polyurethane foam plastic; and the PE-RT II working pipe employs Type II heat-resistant polyethylene (PE-RT II) piping material, capable of withstanding low and high temperatures from -40 to 110°C.
2. Introduction to PE-RT II Type Pre-fabricated Direct Burial Insulation Pipe Structure
PE-RT II Type Pre-Fabricated Direct-Buried Insulated Pipe - External Sheath
An exterior protective tube is a casing that surrounds the thermal insulation layer, shielding it from the damage and influence of external forces and the environment.
The high-density polyethylene (HDPE) exterior sheath is manufactured using high-density polyethylene (HDPE) as raw material, advanced equipment, and technology, and meets the GB/T 29047 standard for product quality.
The polyethylene outer sheath boasts high mechanical strength, impact resistance, resistance to environmental stress cracking, corrosion resistance, low-temperature resistance, ease of installation, and a leak-proof seal. It has a service life of 30-50 years.
(PE-RT II Type Pre-fabricated Direct Burial Insulation Pipe) - Working Pipe
The work pipe is a type of thermal insulation composite plastic pipe used for conveying media, which should comply with the regulations of GB/T 28799.1.
PE-RT II pipes, also known as "Type II High-Temperature Resistance Polyethylene Pipes (PE-RT II pipes)," are made from high-density polyethylene (HDPE) and copolymers of octene, hexene, and butene (one of each). Initially developed and applied by the U.S. company Dow Chemical, the technology was later successfully commercialized by SK in South Korea and Total Petrochemicals in France. The full English name for Type II High-Temperature Resistance Polyethylene (PE-RT II) is "PolyEthylene of Raised Temperature Resistance." PE-RT II is categorized into three types based on different copolymer monomers: 1. Ethylene and Octene Copolymer - High-Temperature Resistance Polyethylene (C2+C8); 2. Ethylene and Hexene Copolymer - High-Temperature Resistance Polyethylene (C2+C6); 3. Ethylene and Butene Copolymer - High-Temperature Resistance Polyethylene (C2+C4).
3. PE-RT II Type Pre-fabricated Direct Burial Insulated Pipes Advantages and Features
1. Reduce construction costs.
According to relevant authorities, double-pipe heating pipelines can typically reduce construction costs by around 25% (using glass fiber as the protective layer) and 20% (using high-density polyethylene as the protective layer).
2. Low thermal loss, energy-saving.
The PE-RT II pre-fabricated buried thermal insulation pipe boasts a thermal conductivity coefficient of λ=0.013-0.03 kcal/m·h·°C, significantly lower than that of other commonly used pipe insulation materials, achieving a 4-9 times improvement in insulation performance. Additionally, it has a low water absorption rate of approximately 0.2 kg/m2. The low water absorption rate is attributed to the closed cell rate of the polyurethane foam, which is around 92%. The low thermal conductivity and low water absorption, combined with the high-density polyethylene or glass fiber protective shell with excellent waterproofing properties, alter the traditional situation of "wearing a damp cotton coat" for heat supply pipelines laid in trenches, greatly reducing the overall thermal loss of the heating pipelines. The heat loss of the heat network is 2%, less than the international standard requirement of 10%.
3. Excellent corrosion and insulation properties, with a long service life.
The PE-RT II pre-fabricated buried thermal insulation pipes, with their polyurethane rigid foam insulation layer tightly bonded to the PE-RT II sheath, effectively prevent the infiltration of air and water, thus providing excellent corrosion resistance. Additionally, their foam cells are closed, resulting in minimal water absorption. The high-density polyethylene shell boasts superior corrosion resistance, insulation, and mechanical properties. Consequently, the PE-RT II sheath is highly resistant to external air and water侵蚀. According to foreign data, the service life of PE-RT II pre-fabricated buried thermal insulation pipes can reach over 50 years, which is 3 to 4 times longer than the lifespan of traditional trench and overhead installations.
4. Less land use, faster construction, and environmental protection benefits.
PE-RT II pre-fabricated buried thermal insulation pipelines eliminate the need for extensive excavation, as they simply require burying the insulation tubes underground. This significantly reduces the land required for the project, cutting the amount of excavation by over 50% and reducing the amount of masonry and concrete used by 90%. Moreover, the insulation pipeline processing and on-site trenching can be carried out concurrently, requiring only site connections, which can shorten the construction timeline by over 50%.
5 Safety.
The PE-RT II pre-fabricated buried thermal insulation pipe boasts advanced technology and practicality that surpasses traditional trench and elevated pipeline installations, while also delivering significant social and economic benefits, making it a powerful measure for heating energy conservation. The adoption of PE-RT II buried heating pipeline technology signifies that China's heating pipeline technology has entered a new era. As this advanced technology continues to be refined and developed, the direct burial of PE-RT II heating pipes, replacing trenches and elevated installations, is inevitable.
4. PE-RT II Type Pre-fabricated Direct Burial Insulation Pipe Construction Technique.
Hot Melt Socket Welding Technology
2. Hot Melt Soldering Joining Technique.

Hot Melt Socketing Process: Pay Attention to 2 Key Points
The melting machine temperature is controlled between 250-260°C.
2. The PE-RT II prefabricated buried insulation pipes and fittings should be inserted quickly with minimal time in the mold head. As the pipes and fittings are pulled out, quickly perform the insertion. The standard operation is to set the machine to 255°C and prepare the PE-RT II prefabricated buried insulation pipes and fittings for melting. Once the melting machine reaches the set temperature, hold the pipes in one hand and the fittings in the other, applying equal force to insert. Continue until both hands feel the pipes and fittings have reached the correct insertion depth, then quickly pull them out of the mold. Instantly, quickly insert the pipe into the fitting and hold it for a moment until it cools, then release.
For the large-diameter PE-RT II pre-fabricated buried insulation pipe, this process involves four steps for the installation of the PE-RT II pre-fabricated buried insulation pipe:
The fixed sections to be connected include the pre-fabricated buried thermal insulation pipes and components of the PE-RT II type that require welding. These pipes and components should be securely fastened in the fixture of the melting welder. After fixation, the centerlines of the pipes and components should be on the same horizontal plane, with the pipe walls overlapping to avoid any misalignment in height or position.
2. Flatten the ends of PE-RT II type pre-fabricated buried thermal insulation pipes using a milling machine. Before milling, clean the inner and outer surfaces within 100mm of the pipe ends with a clean cotton cloth. Then, securely fasten the milling cutter and push the walking part to flatten the pipe ends. Two issues must be addressed: first, gradually release the force before stopping to ensure the pipe ends are smooth (sudden release of force will leave grooves on the pipe ends), and second, prevent secondary contamination of the pipe ends before heating.
3. Prior to the hot melt bonding, recheck the mating condition before heating the bonding surface with the heating plate. Any visible gaps or misalignment should be corrected by adjusting the tightening nuts, etc. First, preheat the heating plate of the hot melt bonding machine to 210-220°C. Then, melt the end surface of the PE-RT II type pre-fabricated buried insulation pipe. The melting time is generally wall thickness x 10 seconds. Note that the temperature reading on the heating plate is for reference only, as it may differ from the actual temperature due to environmental temperature and other factors. The main indicator of achieving the design requirements for hot melt is the melting and rolling edge condition of the pipe end. The rolling edge thickness should not be less than 1/10 of the pipe wall thickness, and the edges must be completely fused together at both ends to meet the standard.
After both fusion faces (PE-RT II pre-insulated buried pipes with PE-PE-RT II pre-insulated buried pipes or PE-RT II pre-insulated buried pipes with PE-RT II pre-insulated buried pipe fittings) meet the fusion requirements, quickly remove the heating plate and apply force to integrate the ends. Immediately lock the clamp to maintain a constant fusion pressure at the joint until the joint temperature drops to ambient temperature, then release the pressure, remove the fixing device. During this process, ensure the pipe does not move and no external force is applied to the pipe during the cooling phase.
5. After the fixed machine device is in place, inspect the appearance of the molten joint. The heat-melt ring should have even and attractive height and width, with a height of 2-4mm and a width of 4-8mm being considered acceptable.
Construction Warnings for PE-RT II Type Pre-fabricated Direct Burial Insulation Pipes
PE-RTII pre-insulated buried pipe for working pipes should use processes one and two for construction and installation (for small bore pipes, flanged joints with DN20-110; for large bore pipes above DN110, use butt welding machines).
2. PE-RT II work pipes are generally not recommended for electric fusion, as it has many drawbacks which are not elaborated upon here; this process is only used for welding when the PE-RT II pipe requires unexpected repairs and the construction environment is extremely poor, with no space available.
5. PE-RT II Type Pre-fabricated Direct Burial Insulated Pipe Field Construction Photo Display
6. PE-RT II Type Pre-fabricated Direct Burial Insulated Pipe Application Scope

Widely used in urban centralized heating secondary pipeline systems.
2. Hot Spring Insulation Pipe System
3. Hot Water Supply System for Buildings
4. Air conditioning and HVAC systems.
7. Summary of PE-RT II Type Pre-fabricated Direct Burial Insulated Pipe
PE-RT II polyurethane-insulated buried pipes have become a relatively mature advanced technology in some developed countries abroad. Over the past decade, technical personnel in China's heating engineering have absorbed and integrated this advanced technology, propelling the development of domestic pipeline laying techniques to a higher level. The practical results over the years have fully demonstrated that the laying method of PE-RT II polyurethane-insulated buried pipes offers numerous advantages compared to traditional trench and overhead laying methods. This is precisely the intrinsic driving force behind the rapid development of PE-RT II polyurethane-insulated buried pipes in China's heating engineering sector.

