 通过中商114认证
通过中商114认证 
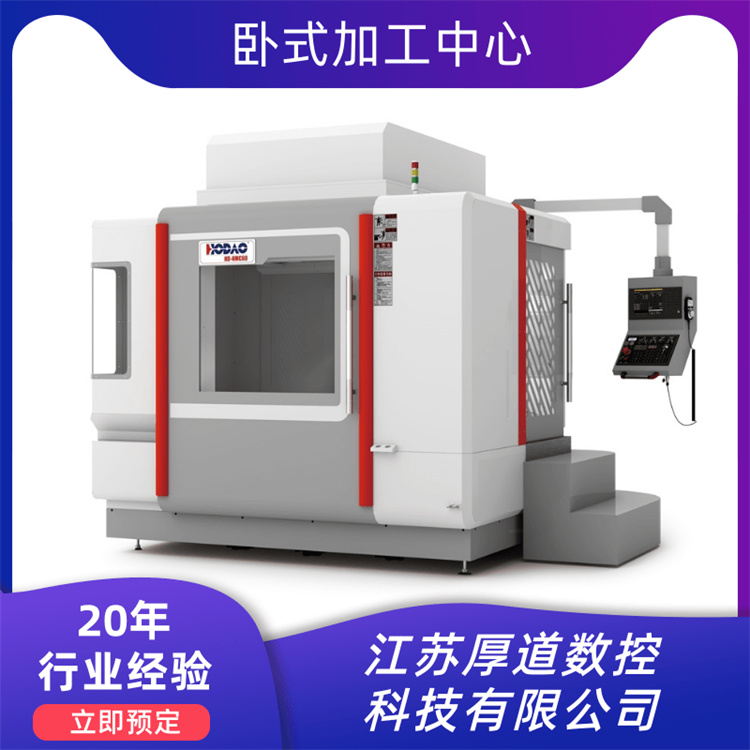
Horizontal machining centers often require the worktable to rotate at any angle during the processing of parts due to the specific processing requirements. When the origin of the workpiece coordinate system coincides with the center of rotation of the worktable, the rotation does not affect the processing. However, the origin of the workpiece coordinate system is chosen based on the structural characteristics of the part and the programming requirements, making it impossible for the part to align with the center of rotation of the worktable. As the worktable rotates, the position of the origin of the workpiece coordinate system changes in the machine coordinate system. Therefore, it is necessary to reset the origin of the workpiece coordinate system. Each horizontal machining center's Z-axis spindle face and the B-axis rotation...
There's a fixed value at the center, as it's required when rotating the B-axis and converting the coordinate system using macro programs. Below is a simple and feasible method developed by our company.
Once the origin of the workpiece coordinate system for one face is set, the origin for other faces is manually calculated based on compensation values and input into their respective coordinate systems, which is prone to errors and only allows for the calculation of origins at 90-degree, 180-degree, and 270-degree rotations of the workbench. It cannot compute origins for any arbitrary rotation angles. This program, however, can automatically compensate and calculate origins for workpiece coordinate systems at any rotation angle based on the initial origin setting, and then automatically input the new origin into the corresponding coordinate system. This reduces the time and probability of errors in setting the workpiece coordinate system, enhancing production efficiency and accuracy.

Measurement Principle:
Determine the distance Z0 from the worktable's rotary center to the Z-axis machine tool origin. The position of the worktable's rotary center is shown in Figure 1c. Measurement method: As shown in Figure 4, when the worktable is at 0 degrees and 180 degrees, move the worktable to adjust the Z-axis coordinate so that the dial indicator readings are the same.
Z Axis Return Center = CRT Displayed Z Axis Coordinate Value
The accuracy of Z-axis rotation in the center affects the dimensional precision of the distance between the two ends of the workpiece during the turning process on machine tools, provided that the accuracy of the tool length measurement is ensured. Conversely, it can also correct deviations in tool length measurement.
Once the horizontal machining center's rotating center achieves an accurate value in a single measurement, it can serve as a reference for a certain period. However, with the use of the machine tool, especially when mechanical failures occur in related parts, changes in the rotating center may occur. For instance, during processing, collisions may happen, or the lead screw and nut may become loose. Therefore, the rotating center of the machine tool must be measured regularly, particularly before machining workpieces with higher relative precision, to recalibrate the rotating center and ensure the accuracy of the workpiece processing.