
йҮҮе…үжқҝзҡ„з”ҹдә§е·ҘеәҸд»Ӣз»Қпјҡ
1гҖҒе°Ҷж ‘и„ӮдёҺеҗ„з§ҚеҠ©еүӮйҖҡиҝҮи®ЎйҮҸжіөпјҢеҲҶеҲ«жҢүз…§дёҖе®ҡжҜ”дҫӢжіЁе…Ҙжҗ…жӢҢзҪҗеҶ…иҝӣиЎҢе……еҲҶжҗ…жӢҢпјӣ
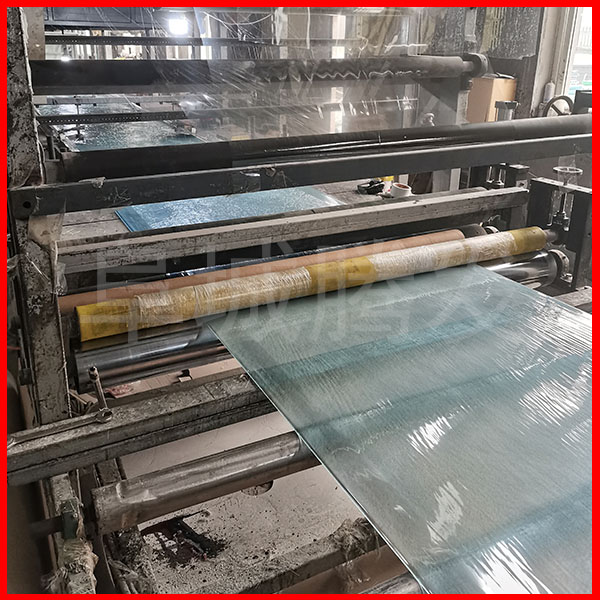
2гҖҒж··еҗҲж ‘и„Ӯз»Ҹжҗ…жӢҢзҪҗе……еҲҶжҗ…жӢҢеҗҺжөҒж·ҢеңЁжөёиғ¶е№іеҸ°е·Іеұ•е№іеҗҺзҡ„дёӢи–„иҶңдёҠпјӣ
3гҖҒйҡҸзқҖдёӢи–„иҶңзҡ„еҸ—зүөеј•еҠӣеҗҺзҡ„иҝҗеҠЁпјҢж··еҗҲж ‘и„ӮеңЁдёӢи–„иҶңдёҠз»ҸиҝҮйҷҗеҲ¶еҺҡеәҰе’Ңе®ҪеәҰзҡ„еҲ®еҲҖпјҢеҫ—еҲ°жүҖйңҖиҰҒзҡ„ж··еҗҲж ‘и„ӮеҺҡеәҰе’Ңе®ҪеәҰпјӣ
4гҖҒиҝҷж—¶зәӨз»ҙжҜЎйҖҡиҝҮеҜјжҜЎиҪҙиҮӘ然зҡ„дәҺж ‘и„Ӯз»“еҗҲпјҢжҲ–зҹӯеҲҮзәӨз»ҙз»ҸжҠӣзәұиҫҠеҲҶж•ЈеҗҺпјҢеқҮеҢҖиҮӘ然зҡ„дёӢиҗҪеңЁж ‘и„Ӯж¶ІйқўдёҠпјӣ
5гҖҒж ‘и„ӮдёҺзҹӯеҲҮжҜЎжҲ–зҹӯеҲҮзәӨз»ҙз»“еҗҲеҗҺпјҢ继з»ӯеҸ—зүөеј•еҠӣзҡ„дҪңз”ЁиҝҗеҠЁпјҢз»ҸиҝҮжөёиғ¶йў„зғӯе№іеҸ°пјҢдҪҝзәӨз»ҙдёҺж ‘и„Ӯе……еҲҶз»“еҗҲеҗҺпјҢжҺ’еҮәдёӢеұӮзҡ„ж°”жіЎпјӣ
6гҖҒе……еҲҶз»“еҗҲзҡ„ж··еҗҲж ‘и„ӮдёҺзәӨз»ҙпјҢеңЁдёӢи–„иҶңеҸ—зүөеј•еҠӣзҡ„дҪңз”ЁдёӢпјҢ继з»ӯиҝҗеҠЁз»ҸиҝҮжҢӨиғ¶иҪҙпјҢеңЁз»ҸиҝҮжҢӨиғ¶иҪҙеҗҢж—¶пјҢдёҠи–„иҶңдёӢжқҘдёҺдёӢиҶңдёҠзҡ„зәӨз»ҙж ‘и„ӮеёҰз»“еҗҲпјҢеҪўжҲҗе…·жңүдёҠдёӢи–„иҶңдҝқжҠӨзҡ„зәӨз»ҙж ‘и„ӮеӨ№еҝғеёҰпјҢ并еҗҢж—¶з»ҸиҝҮжҢӨиғ¶иҪҙ,жҺ’еҮәж°”жіЎе’Ңйҷҗе®ҡдә§е“ҒеҺҡеәҰпјӣ
7гҖҒжңүдёҠдёӢи–„иҶңдҝқжҠӨзҡ„зәӨз»ҙж ‘и„ӮеӨ№еҝғеёҰпјҢеҸ—зүөеј•еҠӣзҡ„дҪңз”ЁдёӢ继з»ӯиҝҗиЎҢеҲ°иҫҫж°”жіЎжЈҖйӘҢе№іеҸ°пјҢз»Ҹдәәе·ҘжЈҖйӘҢпјҢжҺ’еҮәзәӨз»ҙж ‘и„ӮеёҰдёӯж®ӢдҪҷзҡ„ж°”жіЎпјҢ然еҗҺиҝӣе…ҘеҠ жё©з®ұдҪ“пјӣ
8гҖҒзәӨз»ҙж ‘и„ӮеӨ№еҝғеёҰиҝӣе…ҘеҠ жё©з®ұдҪ“дёҖеҢә8-9зұі(50-70ж‘„ж°ҸеәҰ)пјҢз»ҸиҝҮжЁЎе…·йў„жҲҗеһӢпјӣ
9гҖҒ然еҗҺиҝӣе…ҘжҒ’жё©з®ұдҪ“дәҢеҢә8-12зұі(75-90ж‘„ж°ҸеәҰ)пјҢиҝҷж—¶зәӨз»ҙж ‘и„ӮеӨ№еҝғеёҰз»ҸиҝҮжЁЎе…·пјҢеҮқиғ¶пјҢжҲҗеһӢпјӣ
10гҖҒ然еҗҺиҰҒиҝӣе…ҘжҒ’жё©з®ұдҪ“дёүеҢәпјҢе·ІжҲҗеһӢзҡ„еҚҠеӣәеҢ–жқҝжқҗпјҢеҫ—д»Ҙе……еҲҶеӣәеҢ–пјӣ
11гҖҒиҝҷж—¶жқҝжқҗ继з»ӯиҝҗеҠЁеҲ°иҫҫи®ҫеӨҮзҡ„иҝҗеҠЁжәҗпјҢзүөеј•еҷЁпјҢеҗҢж—¶з»ҸиҝҮи®ЎйҮҸй•ҝеәҰзҡ„и®Ўж•°еҷЁпјӣ
12гҖҒз»ҸиҝҮзүөеј•еҷЁеҗҺеҲ°иҫҫдҝ®иҫ№зі»з»ҹпјҢдҪҝжқҝжқҗжҢүиҰҒжұӮдҝ®ж•ҙиҫ№и·қпјӣ
13гҖҒеҗҺеҲ°иҫҫе®ҡй•ҝеҲҮеүІзі»з»ҹпјҢжҢүиҰҒжұӮиҮӘеҠЁеҲҮеүІй•ҝеәҰпјӣ
14гҖҒеҲҮеүІеҗҺзҡ„жҲҗе“ҒеҸ–дёӢгҖӮ
 еҶҖе…¬зҪ‘е®үеӨҮ13010402003046еҸ·
еҶҖе…¬зҪ‘е®үеӨҮ13010402003046еҸ·