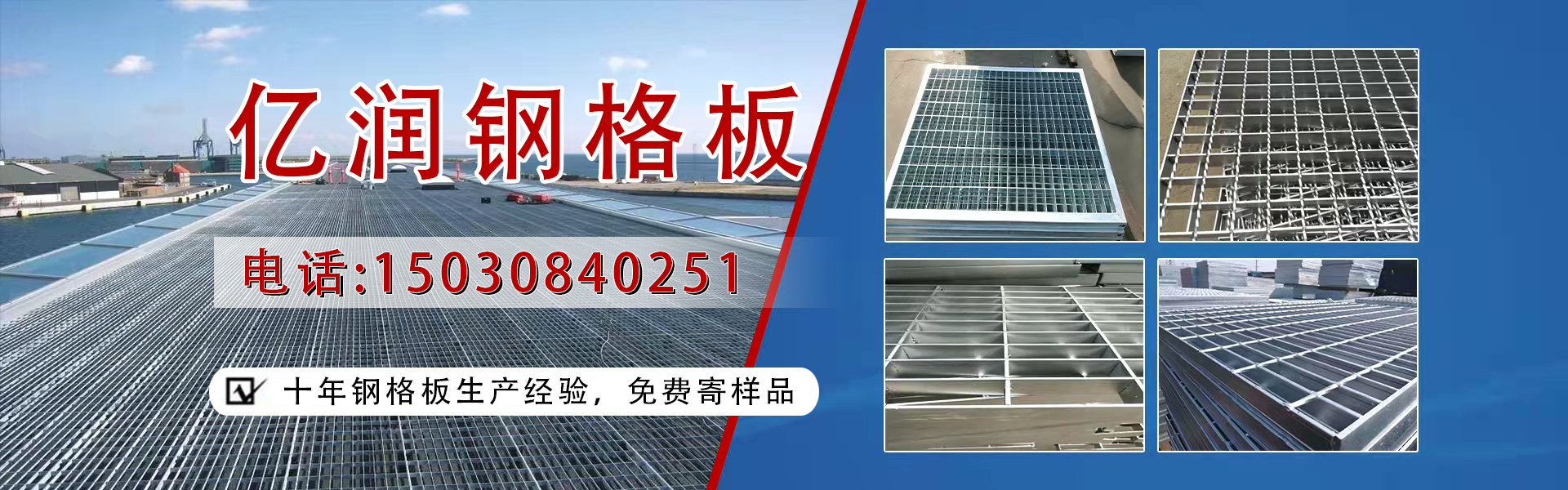
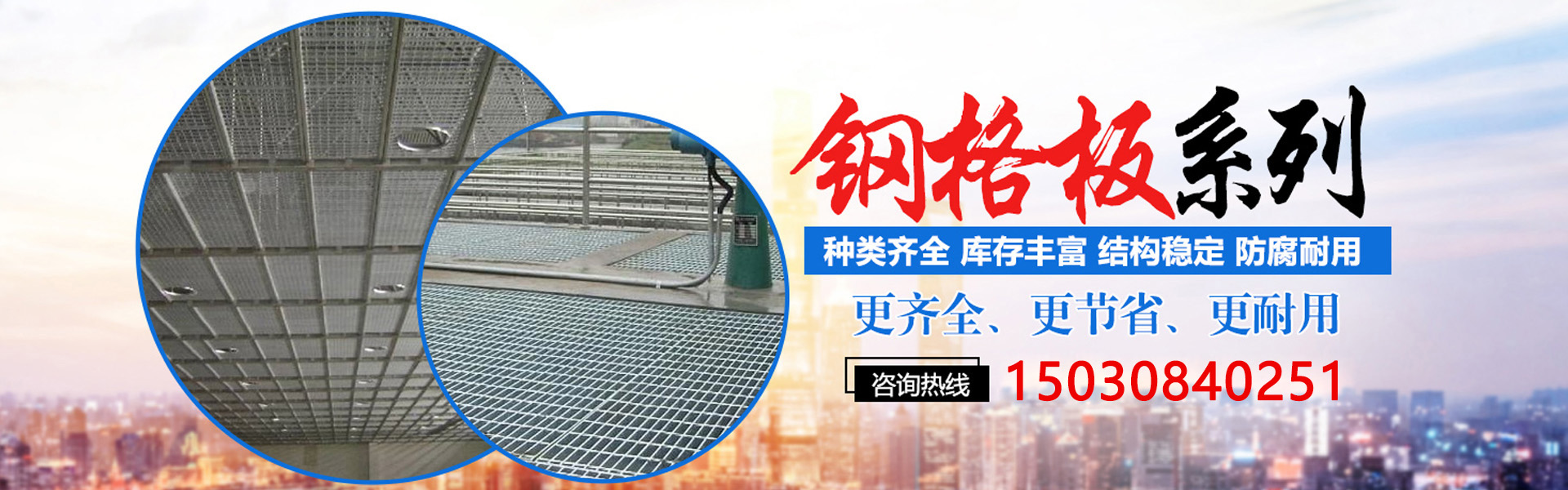
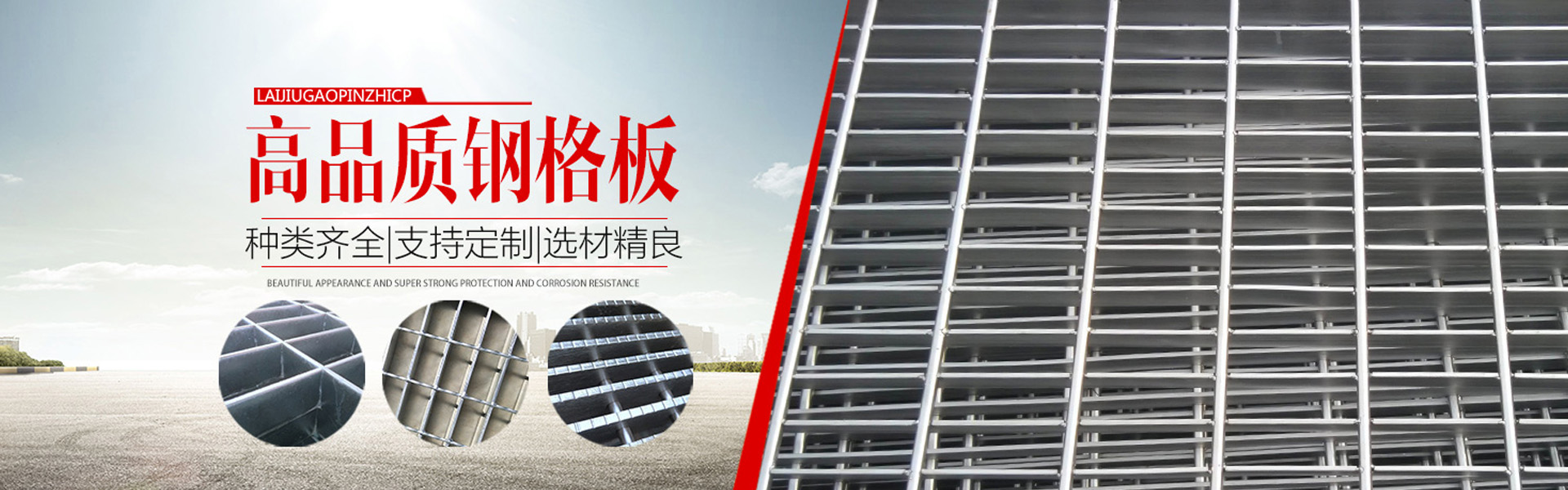
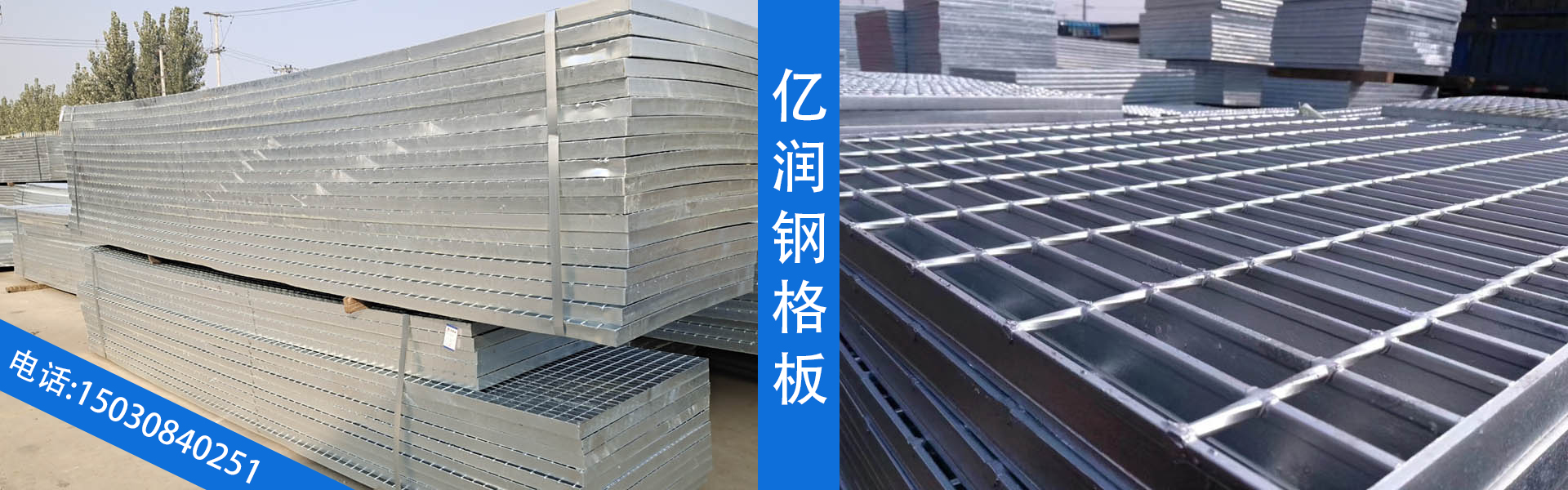
Steel grating, also known as hot-dip galvanized steel grating, is obtained by immersing steel components in molten zinc bath. In recent years, with the development of high-voltage transmission, transportation, and communication industries, the demand for protective steel components has increased, along with the rising demand for hot-dip galvanizing. Hot-dip galvanized steel grating is suitable for alloys, building materials, power stations, boilers, shipbuilding, chemical industries, general industrial buildings, municipal construction, platforms, railings, floors, roads, aerial tower platforms, drain covers, bridge sides, parking lots, schools, factories, enterprises, amusement parks, villa fences, and can also be used for window sills, balcony railings, roads, railways, and other houses with fences. Therefore, how is the surface roughness of steel grating production addressed?
The rough surface at the end of hot-dip galvanized steel grating is typically arranged by a process in which a preliminary external blowing is followed by an internal blowing. This method results in shorter rough surfaces, but they are thick and many appear as droplet-like suspensions. The cause of these issues is primarily due to the steel grating being in an inclined position during the internal blowing, causing the molten zinc to continuously flow out before it solidifies. Some zinc flows away, while others can form droplet-like suspensions at the openings of the tubes, which solidify as the environmental temperature decreases. The reason for this social phenomenon is mainly the expansion and propagation of steam from the blowing process as it suddenly enters the nozzle openings, separating the steam. This forces the zinc liquid within the traditional galvanized steel grating and surrounding areas to flow and溅射. Due to the viscous optimizing effect of the zinc liquid, some of it drips down along the outer edge of the tube openings, forming short and thick zinc lumps upon condensation.
The Solution and Management Measures: Abolish the tilt, elevate and rotate the steel grating tail to solidify on the cooling bed, and add blowing facilities around the outer circumference of the pipe hole at the end of the hot-dip galvanized steel grating.
