
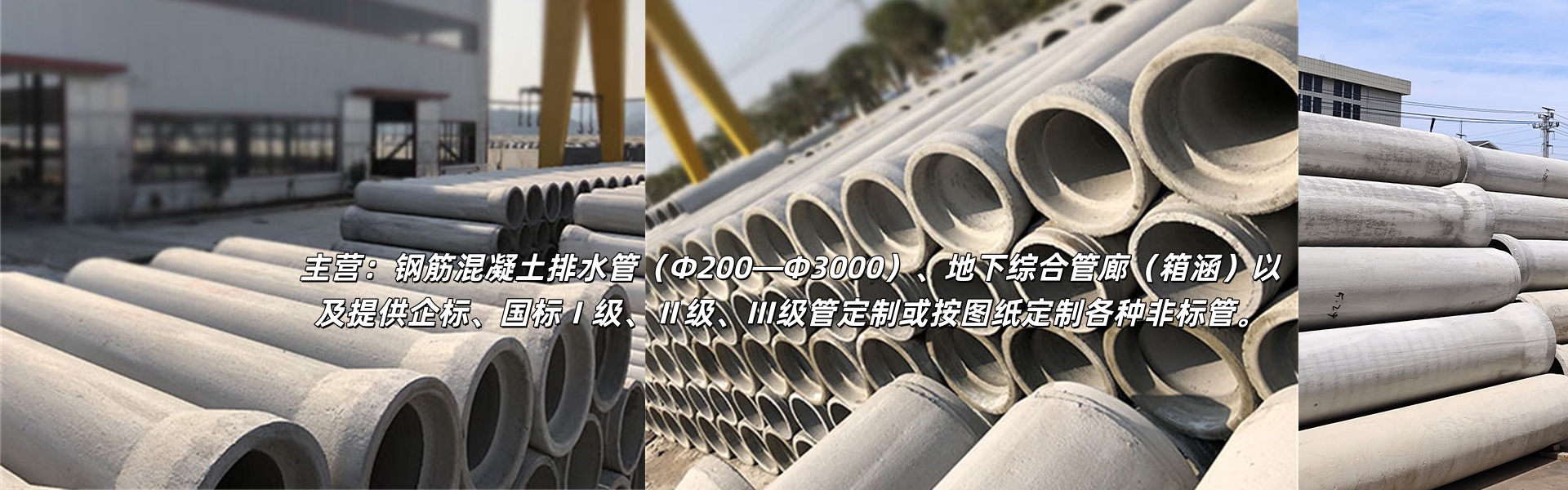
公司主营:Reinforced concrete drainage pipes (Φ200—Φ3000), underground utility tunnels (box culverts), and custom non-standard pipes as per drawings provided.
13645788727


企业资质
Production and Manufacturing Process of Concrete Culverts
2025-09-20
1. Reinforced Concrete Pipe Production Technology
Material PreparationWe use common silicate cement with a strength grade of ≥32.5, selecting aggregates of 5-10mm gravel (with <2% mud content) and medium sand (with <3% mud content). The water-cement ratio is maintained between 0.5-0.55, and a small amount of retarder can be added as needed to extend the initial setting time of concrete.
Mold AssemblyUtilizing steel two-piece molds, apply a release agent to the inner walls before assembly to ensure tight mold joints and prevent leakage.
Concrete Pouring and ShapingMixed concrete is poured into molds and then vibrated into shape on a vibration table (vibration time: 2-3 minutes, until the concrete surface sheens and no bubbles溢出 emerge) to ensure the concrete's density.
Mold release and maintenanceAfter pouring, the soil geotextile is covered and cured under natural conditions. Water is sprinkled 2-3 times daily for the first 3 days to maintain the concrete's moisture. After 7 days of curing, demolding can be done, and the curing continues until day 28 to ensure the concrete meets the required strength standards.
2. Reinforced Concrete Pipe Production Technology
Raw Material PreparationWe use ordinary portland cement with a strength grade of ≥42.5, aggregate consisting of continuous gradation crushed stone (silt content <1%) and medium sand (silt content <2%), and add an efficient water-reducing admixture (improves workability of concrete and reduces water consumption), controlling the water-cement ratio between 0.4-0.45. Reinforcement bars are selected from HRB400 grade, ensuring compliance with national standards.
Reinforcement Frame ManufacturingRebars are processed according to design drawings, with the spacing of longitudinal and hoop rebars determined based on the diameter and strength requirements of the culvert (typically, longitudinal rebars spacing ≤ 200mm, hoop rebars spacing ≤ 150mm). The overlap length of rebars should be ≥ 35d (where d is the diameter of the rebars), and they are secured by tying or welding to form a stable rebars framework. The dimensional deviation of the framework must be controlled within ±5mm.
Mold assembly and steel frame placementUsing high-precision steel molds (divided into inner and outer molds), apply a release agent to the inner walls of both the inner and outer molds before assembly. Place the finished reinforcing steel framework inside the outer mold, adjust the framework's position, and ensure the protective layer between the framework and the mold is evenly thick (typically 25-30mm).
Concrete Pouring and ShapingUtilizing the centrifugal molding process, the well-mixed concrete is poured into molds and then the centrifuge is activated. The high-speed rotation (speed adjusted according to pipe diameter, typically 300-500 rpm) generates centrifugal force, evenly distributing the concrete along the mold's inner wall and compacting it. The centrifuging time is controlled between 5-10 minutes to ensure the concrete is free of defects like honeycombing or rough surfaces.
Maintenance and DemoldingAfter centrifugal molding, the mold with the flange pipe is placed in a steam curing kiln for curing. The curing process is as follows: heating (15°C/h, to 50-60°C) → constant temperature (maintain for 6-8 hours) → cooling (10°C/h, to a temperature difference of ≤20°C with the outside environment). The mold is removed once the concrete strength reaches 70% of the design strength. After demolding, natural curing is conducted, with a curing period of not less than 14 days, during which regular watering is performed to maintain moisture.
3. Prestressed Reinforced Concrete Pipe Production Technology (Core Differentiating Process)
Pre-stressed TensioningUpon completion of the steel frame fabrication, pre-stressing tensioning is conducted using either the pre-tensioning or post-tensioning method. Pre-tensioning involves fixing one end of the steel bars and applying pre-stress (tension stress is determined according to design requirements) through tensioning equipment to the other end. After tensioning, the steel bars are secured, followed by concrete pouring. Post-tensioning is done after the concrete has been poured and has reached a certain strength (usually 70% of the design strength), where pre-stressed steel bars are inserted into the预留孔道预留孔道. Pre-stress is then applied through tensioning equipment, and finally, the channels are sealed with grout.
Other SectionsThe raw material preparation, mold assembly, concrete pouring (also using centrifugal molding), curing, and demolding processes are essentially the same as those for ordinary reinforced concrete culverts. However, the concrete strength requirements are higher, typically using C50 or higher strength concrete to match the performance of the prestressed steel bars.
吕总 (Ms.)
13645788727
13645788727
168 Xianglong Road, Nanning Mountain Street, Liandu District, Lishui City, Zhejiang Province
www.114global.com © Zhongshang 114 Hebei Network Technology Co., Ltd.Address: Room 6009, Oriental New World Center, No.118 East Zhongshan Road, Qiaoxi District, Shijiazhuang City, Hebei ProvincePlatform Service Hotline: 4006299930
