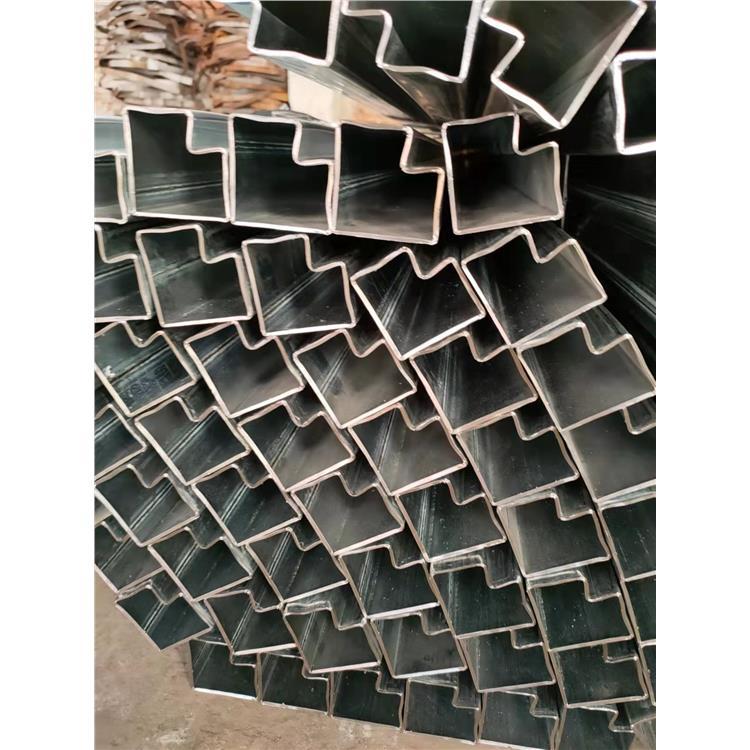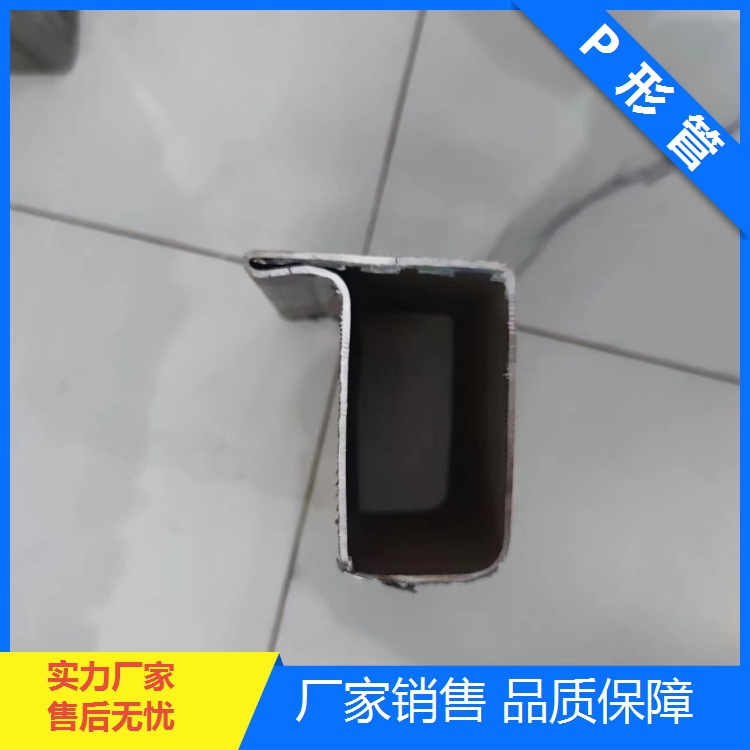





25*50 P-shaped galvanized strip tube manufacturer, P-type pipe processing factory




 1. **25*50P Shaped Galvanized Strip Tube Specifications** - **Section Dimensions** - **Width and Height**: For the 25*50P shaped galvanized strip tube, 25mm typically refers to the width of the P-shaped tube, while 50mm denotes the height. Tubes of this size are well-suited for various applications, such as in small building structures, furniture frames, or decorative components. - **Slot (if applicable)**: If the P-shaped tube features slots for installing other parts, the slot width may range from 8 to 12mm, with a depth of about 15 to 20mm, facilitating the installation of wires and small accessories. - **Wall Thickness**: - **Wall Thickness Range**: The wall thickness usually falls between 0.8 to 1.5mm. Thinner walls make the tube lighter for easier transportation and processing, suitable for applications with moderate strength requirements; thicker walls offer better structural support. - **Galvanizing Layer Characteristics**: - **Galvanizing Layer Thickness**: The galvanizing layer thickness is generally around 40 to 80μm, which effectively enhances the tube's corrosion resistance, allowing its use in moderately humid environments or outdoors, thereby extending the tube's service life. - **Galvanizing Layer Appearance**: The surface galvanizing layer should be even and bright, free from evident zinc nodules or pockmarks, ensuring both the tube's corrosion resistance and its good visual quality.
2. **Manufacturing Process of P-Shaped Tubes** - **Material Preparation**: - **Galvanized Steel Strip Selection**: The first step in manufacturing P-shaped tubes is selecting the appropriate galvanized steel strip. The material is usually低碳 steel, requiring good ductility and workability. The thickness of the steel strip is determined based on the target P-shaped tube's wall thickness, while ensuring the galvanizing quality meets requirements. - **Forming Process**: - **Cold Bending Forming**: Cold bending the galvanized steel strip through a series of roller stands is a crucial step in manufacturing P-shaped tubes. The design and arrangement of the rollers are determined by the specific shape and size of the P-shaped tube. For 25*50P tubes, roller gaps and bending angles must be controlled to gradually bend the steel strip into the P-shape. During this process, attention is given to matching the feeding speed of the steel strip with the roller speed, generally ranging from 1 to 5m/min for the steel strip feeding speed and 5 to 20r/min for the roller speed to ensure tube forming quality. - **Mold Forming (optional)**: In addition to roller cold bending, mold forming can also be employed. The mold's inner cavity shape should match the final shape of the P-shaped tube. In the forming process, the steel strip is pressed into the mold cavity by a press machine, deforming into the P-shape. This method is suitable for small batch production or when specific tube shapes are required. - **Welding (if required)**: - **High-Frequency Welding**: If welding is needed during the forming process, high-frequency welding is a common method. During welding, the edges of the steel strip are heated to melting point by high-frequency current, then fused together under pressure. Welding speed is generally between 1 and 3m/min, with welding current adjusted between 500 and 2000A based on the steel strip's thickness and material to ensure weld quality. After welding, the welds should be inspected for defects such as pores, cracks, or slag. - **Post-Processing**: - **Straightening**: After forming, P-shaped tubes may exhibit bending or twisting deformations, requiring straightening. Mechanical or hydraulic straightening methods can be used to control the tube's straightness within a certain range, typically with an error of no more than 1mm/m. - **Cutting and Lengthening**: Based on customer requirements, continuously produced P-shaped tubes are cut to a certain length. Standard length is usually 6 meters, but lengths can be customized according to actual needs, with cutting accuracy generally controlled within ±5mm.
1. **25*50P Shaped Galvanized Strip Tube Specifications** - **Section Dimensions** - **Width and Height**: For the 25*50P shaped galvanized strip tube, 25mm typically refers to the width of the P-shaped tube, while 50mm denotes the height. Tubes of this size are well-suited for various applications, such as in small building structures, furniture frames, or decorative components. - **Slot (if applicable)**: If the P-shaped tube features slots for installing other parts, the slot width may range from 8 to 12mm, with a depth of about 15 to 20mm, facilitating the installation of wires and small accessories. - **Wall Thickness**: - **Wall Thickness Range**: The wall thickness usually falls between 0.8 to 1.5mm. Thinner walls make the tube lighter for easier transportation and processing, suitable for applications with moderate strength requirements; thicker walls offer better structural support. - **Galvanizing Layer Characteristics**: - **Galvanizing Layer Thickness**: The galvanizing layer thickness is generally around 40 to 80μm, which effectively enhances the tube's corrosion resistance, allowing its use in moderately humid environments or outdoors, thereby extending the tube's service life. - **Galvanizing Layer Appearance**: The surface galvanizing layer should be even and bright, free from evident zinc nodules or pockmarks, ensuring both the tube's corrosion resistance and its good visual quality.
2. **Manufacturing Process of P-Shaped Tubes** - **Material Preparation**: - **Galvanized Steel Strip Selection**: The first step in manufacturing P-shaped tubes is selecting the appropriate galvanized steel strip. The material is usually低碳 steel, requiring good ductility and workability. The thickness of the steel strip is determined based on the target P-shaped tube's wall thickness, while ensuring the galvanizing quality meets requirements. - **Forming Process**: - **Cold Bending Forming**: Cold bending the galvanized steel strip through a series of roller stands is a crucial step in manufacturing P-shaped tubes. The design and arrangement of the rollers are determined by the specific shape and size of the P-shaped tube. For 25*50P tubes, roller gaps and bending angles must be controlled to gradually bend the steel strip into the P-shape. During this process, attention is given to matching the feeding speed of the steel strip with the roller speed, generally ranging from 1 to 5m/min for the steel strip feeding speed and 5 to 20r/min for the roller speed to ensure tube forming quality. - **Mold Forming (optional)**: In addition to roller cold bending, mold forming can also be employed. The mold's inner cavity shape should match the final shape of the P-shaped tube. In the forming process, the steel strip is pressed into the mold cavity by a press machine, deforming into the P-shape. This method is suitable for small batch production or when specific tube shapes are required. - **Welding (if required)**: - **High-Frequency Welding**: If welding is needed during the forming process, high-frequency welding is a common method. During welding, the edges of the steel strip are heated to melting point by high-frequency current, then fused together under pressure. Welding speed is generally between 1 and 3m/min, with welding current adjusted between 500 and 2000A based on the steel strip's thickness and material to ensure weld quality. After welding, the welds should be inspected for defects such as pores, cracks, or slag. - **Post-Processing**: - **Straightening**: After forming, P-shaped tubes may exhibit bending or twisting deformations, requiring straightening. Mechanical or hydraulic straightening methods can be used to control the tube's straightness within a certain range, typically with an error of no more than 1mm/m. - **Cutting and Lengthening**: Based on customer requirements, continuously produced P-shaped tubes are cut to a certain length. Standard length is usually 6 meters, but lengths can be customized according to actual needs, with cutting accuracy generally controlled within ±5mm.