
















Mother liquor drying evaporators are primarily used in surface treatment of phosphorus-containing waste liquids, membrane filtration, MVR concentrated brine for crystallization, PCB electroplating heavy metal waste liquid solidification, extreme concentration of organic solvents, salt crystallization of industrial acid and alkali waste liquids, extreme concentration of grinding fluids/release agents, and drying of oil sludge/slime. These evaporators can help businesses reduce the discharge of hazardous waste such as sludge and high-concentration waste liquids.
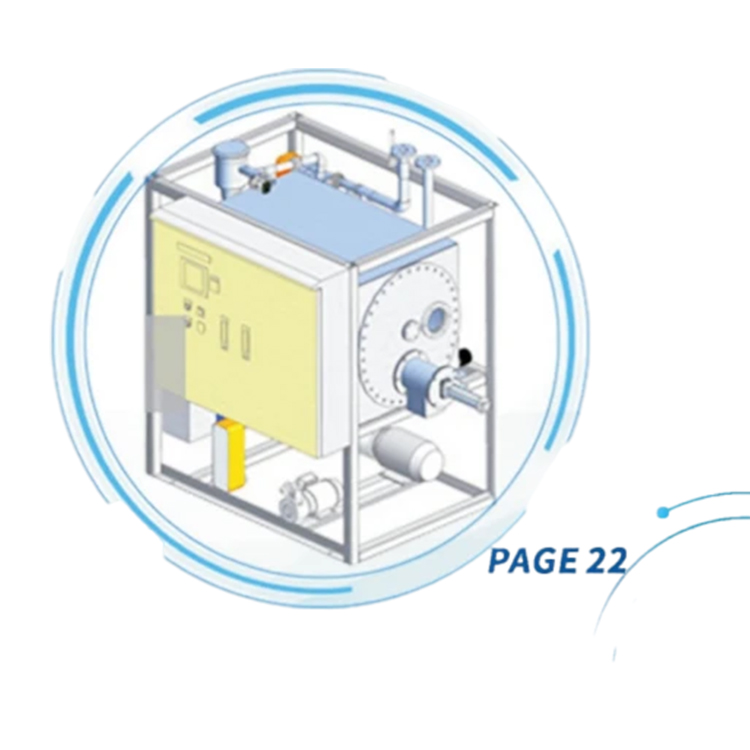
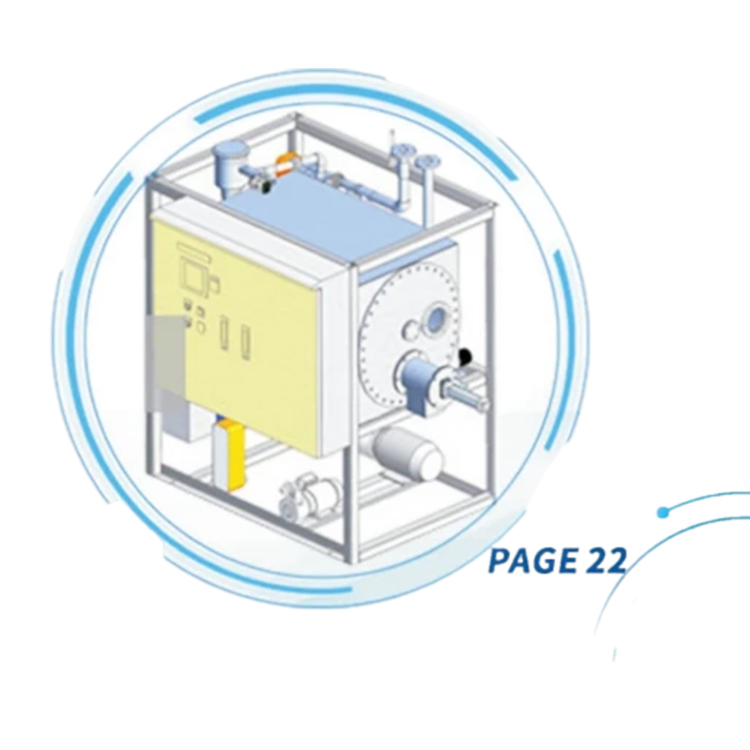
The mother liquor dryer evaporator utilizes vacuum distillation technology, where substances are directly crystallized from high-concentration waste liquid within a single distillation kettle.
Operation Principle: The high-concentration waste liquid is pumped into the measuring device's water tank. Upon reaching the vacuum pressure, the automatic valve opens to draw the liquid into the釜槽, completing the liquid intake and measurement. After the liquid is added, the steam valve is opened to heat the waste liquid through the jacket, facilitating heat exchange with the moisture in the hazardous waste, providing thermal energy to reduce moisture content. Then, the vacuum pump evacuates the entire system to -80 to -90 kPa, with water boiling and evaporating at 45°C, maintaining a low temperature to prevent secondary quality changes in other substances. During the heating process, the mixture is stirred evenly to heat it, and the釜残 is automatically discharged through the stirring device, completing the discharge operation. Subsequently, the steam vapor evaporated from the hazardous waste is condensed into clean distilled water through the condensation unit, which is then pumped for subsequent use according to customer specifications or directly discharged.