以橱窗方式浏览 | 以目录方式浏览
SupplyPro Co., Ltd.




角铝铝型材现货
Negotiable

铝合金圆管现货
Negotiable

铝方通铝扁通现货
Negotiable
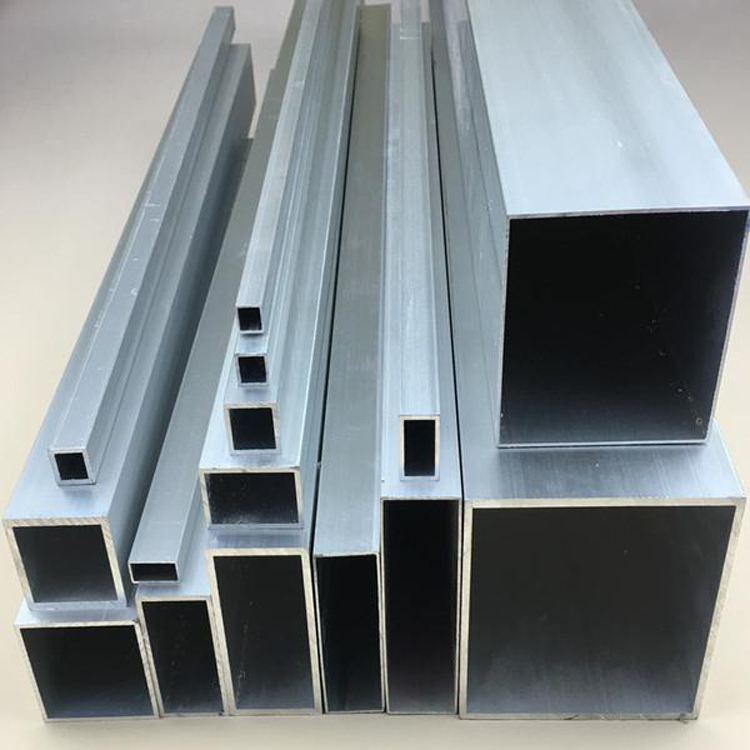
铝合金方管库存现货
Negotiable

铝合金小方管一米起售现货库存
Negotiable
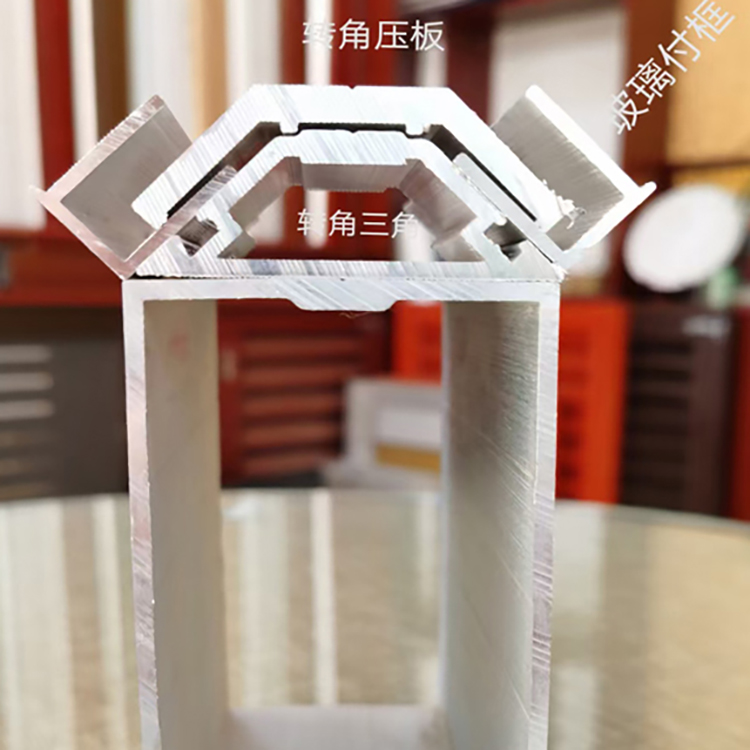
幕墙铝合金型材节点
Negotiable
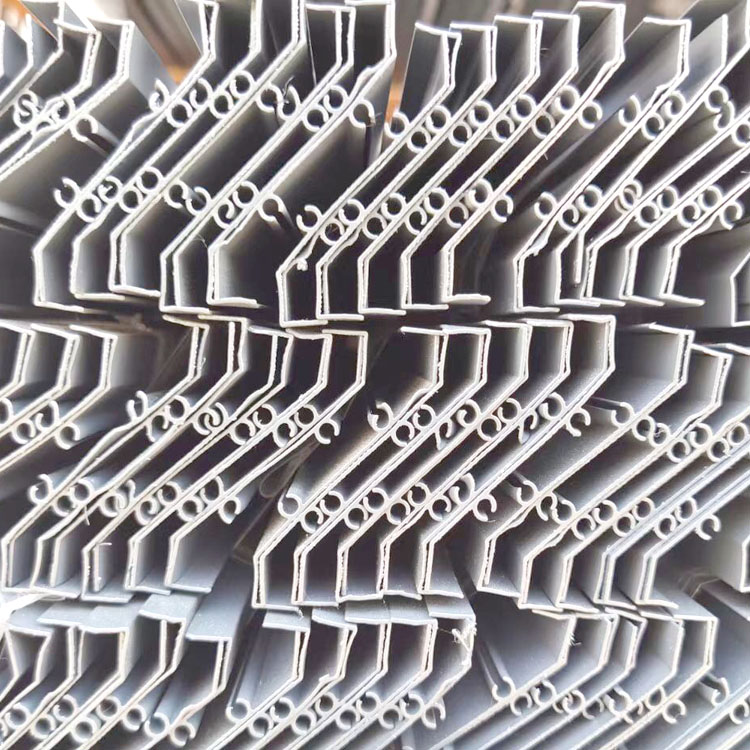
防雨铝型材百叶
Negotiable

幕墙铝型材
Negotiable

铝合金型材方管
Negotiable

净化铝合金型材JH-0910
Negotiable

铝合金单层百叶
Negotiable

遮光铝百叶定制表面氧化
Negotiable

铝合金百叶
Negotiable

铝圆棒铝合金型材
Negotiable

幕墙铝合金型材小样
Negotiable

铝合金型材矩形铝管库存现货
Negotiable

Phone Consultation