- AllProduct Category
-
Medication Equipment Series
Sludge Treatment Series
Filter Series
Wastewater Treatment System
Water Purifier Line










详情描述
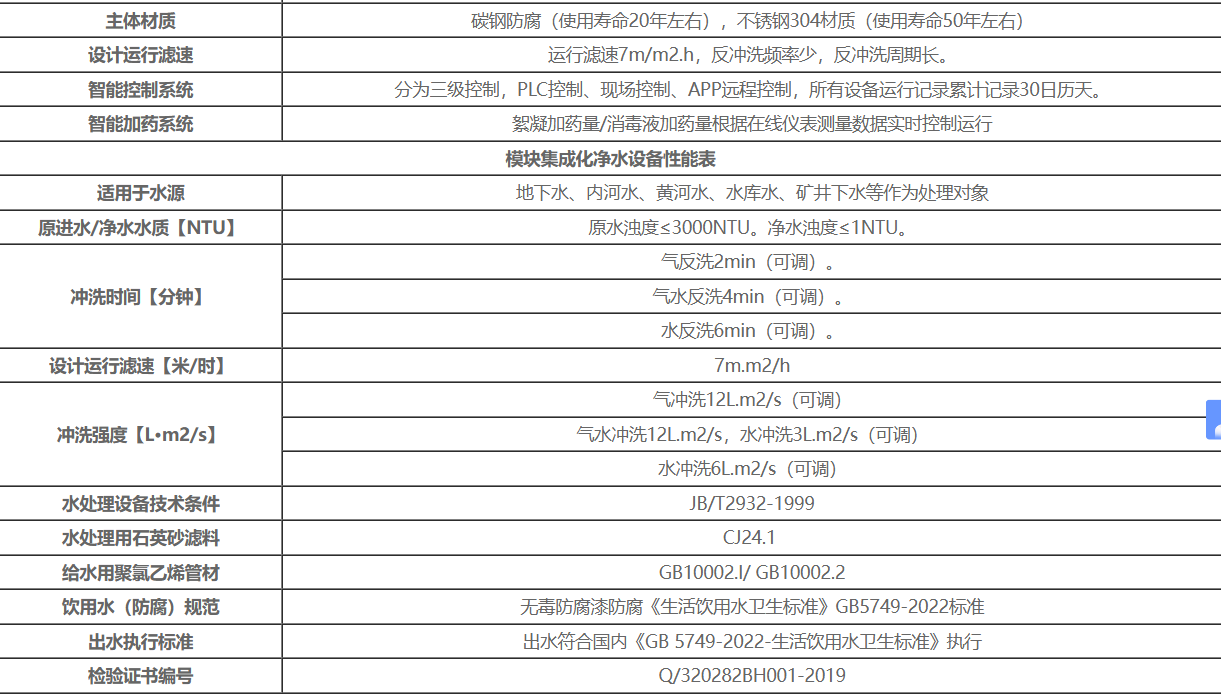
FV-Ⅰ-2000 Integrated Water Purification System Module

Modular integrated water purification equipment structural description
This modular water purification system consists of five sections (paddle-type grid flocculation reaction area, balanced overflow distribution area, inclined tube sedimentation area, sludge collection and discharge area, V-shaped filtration area), incoming water electric valve, incoming water flow meter, level gauge, turbidity/residual chlorine, modular water purification equipment, dosing equipment actuator, disinfection equipment actuator, water backwashing module, steam backwashing module, and waste water valve operation in manual/automatic/remote modes.
This modular water purification unit features automatic water intake, automatic timed sludge discharge, automatic backwashing, and can control the automation of its own equipment and the sequential automation of other related equipment based on the liquid level of the clear water tank.
Utilizing grid flocculation pond reaction flocculation, with a box-like structure, it is a key process at the beginning of the three conventional physical treatment processes in waterworks. Before raw water enters the grid flocculation and sedimentation, it must pass through the tube-type mixer and dosing port, where a flocculant (solution) is added. After the initial mixing, the water undergoes multi-layer grid flocculation, further slowing the flow rate. As the water flows through the grid holes, it contracts, expands after passing through the grid, and the flow rate decreases. This sustained segmented turbulence causes the flocculent particles to collide repeatedly, effectively squeezing out the water within the flocs. Under the action of the flocculant, a dense, easily separable floc forms and settles.
The sedimentation zone is equipped with honeycomb inclined tube fillers (with a pore size of 35mm and thickness ≥ δ0.6mm). These fillers are made of ethylene propylene copolymer (modified) for their strong resistance to sudden water flow fluctuations and shock loads. This raw material features a long service life underwater, high strength, and excellent shock resistance, allowing for thorough reaction between raw water, suspended solids, and chemicals. This promotes the formation of large floc in the water distribution zone, where it can fully contact impurities. The formed large flocs are denser and larger, with a specific gravity greater than that of water, settling by gravity to the bottom sludge collection area. Smaller flocs, with a density close to that of water, also enter the inclined tube sedimentation zone. Due to the adhesion of the flocs to the inclined tube walls, the system operates continuously, causing the flocs to accumulate more on the inner walls of the inclined tubes. As the water flow causes the large flocs to become loose and slide down to the sludge collection area, sludge in the collection area is automatically discharged outside through the drainage channel via the drainage valve, utilizing the water's gravity (static pressure).
The roto-axial fan and pipeline, cables, control cables, as well as the power distribution cabinet and control cabinet for the filter bed backwashing are all automatically controlled by an integrated equipment PLC control box through a programmed control.
Integrated Water Purification System Operation Steps Logic Table

Key Technical Advantages of Modular Integrated Water Purification Equipment
◆ Designed for the source water quality; utilizes rational design parameters and purification technology, aiming for simplicity and reliability.
◆ Smart Water Inflow System; intelligently controls and adjusts valve opening based on the feedback signal from the water inflow flow meter to stabilize the water inflow rate, achieving intelligent and smooth water production without any manual interference.
◆ Utilizes a grid-style static mixer; achieves instant mixing by allowing water to pass through internal cross-mixing, creating分流 (diversion), cross-mixing, and reverse vortex effects. This ensures that added chemicals are rapidly and evenly dispersed throughout the water body, achieving instant mixing with excellent results and reducing the user's investment.
◆ Paddle Grid Flocculation Device; Enhances flocculation efficiency, shortens flocculation time, and reduces the amount of flocculant used. The flocculated sludge formed by raw water and chemical solution undergoes multiple collisions in the reaction zone, resulting in larger floc particle sizes and denser flocs.
Net water treatment unit sedimentation zone; utilizes a balanced overflow water distribution area, with stable water flow velocity, ensuring steady flow, even water distribution, and no throughflow phenomena.
The integrated water purifier employs slanted tube packing; made of 304 stainless steel with automatic welding, the internal surface of the slanted holes is smooth, with consistent hole sizes and no deformation due to extrusion. It effectively increases the surface load of the sedimentation area, reduces water turbulence, ensures a non-blocked flow, enhances sedimentation efficiency, and boasts features such as long service life, high strength, and excellent resistance to impact force.
◆ Sludge collection area; utilizing U-shaped sludge channels, each water purification unit is equipped with multiple channels. Combined with our company's siphon expansion drainage system, it effectively increases sludge concentration, ensures thorough and even waste removal, with no dead zones, short drainage time, and no water waste.
The filter pond employs a traditional gravity-based filter pond design. The filter material layer is a double-layer configuration, with a designed filtration rate of 5-7 m/h. It boasts advantages such as a large amount of trapped pollutants, a deep permeation layer for collecting pollutants, a long filtration cycle, and stable water quality of the effluent.
Intelligent Water Control Module; the intelligent water regulation valve adjusts the valve opening based on the liquid level signals of the clear water pool and the filter bed, maintaining the water level of the filter zone's filter material at a preset constant level.
Intelligent Anti-Laundering Module; Filters based on the clogging status of the filter bed. When the surface of the filter layer is clogged with pollutants, the filter layer can no longer hold water, and the water level rises to the preset backwash level, at which point the water level pressure controller is activated to automatically start the backwash unit.
Integrated Module Water Purification Equipment Advantages
(1) Modular layout for easy operation and management, suitable for both indoor and outdoor placement.
(2) This integrated unit not only boasts a high removal rate of turbidity but also has a certain effect on the removal of COD, color, colloids, and organic matter.
(3) Capable of handling raw water turbidity ≤3000 NTU and effluent turbidity ≤1 NTU under windy, rainy, or unstable mud and stone flow conditions.
(4) Suitable for small single-site treatment capacity Q=500 m³/d, and for large treatment capacity Q=15,000 m³/d. For capacities between 5,000 m³/d, multiple units can be combined. During maintenance, units can be operated separately to produce water, facilitating maintenance without impacting water production requirements.
(5) Wide application range; such as industrial and mining enterprises' water supply, emergency fire-fighting water, medium to large-scale waterworks, and rural domestic water supply.
Control System Description
1. PLC Control System
The design concept for this engineering automation system employs a PLC system that is commonly used in the market today, a high-performance and highly reliable central control system based on standard, open fieldbus technology and the concept of full-plant integrated automation. It has been applied and verified by practice, indeed demonstrating advantages such as reliability, maturity, professionalism, practicality, and ease of expansion. It can effectively meet the control needs of various industrial production facilities and lay a solid foundation for achieving full-plant control and management integration as well as process control. It is also equipped with high-performance and highly reliable automation instruments.
2. Industrial Control Operating System
Based on the process flow and layout of the water purification plant, there is one operation control room for the entire purification station. The system control station is located next to the low-voltage distribution room. The management computer for the full purification station can utilize Ethernet to connect with computers in other operation control rooms later on, forming an integrated factory computer management system.
This operation control room is equipped with 1 operation station, where the operation personnel in the water treatment operation room complete the program start/stop, normal operation monitoring and adjustment, and handling of abnormal and accident conditions of the water treatment system. In addition to central control, PAC/PAM/次Sodium ChlorateDisinfection equipment, integrated water purifiers, backwashing blowers, backwashing pumps, flow meters, and level gauges for control.
(1) The integrated water purification unit on-site control cabinet is controlled by the on-site PLC cabinet for individual equipment control. The equipment features pre-installed Ethernet interfaces for start-up/fault monitoring. The on-site control system is located in Phase II, while the control system is in Phase I. After the equipment suppliers complete the on-site installation, the party A will be responsible for installing network cables to transmit the operating status of the on-site control cabinets in Phase II to the Phase I industrial control system. The manufacturer provides an on-site PLC control cabinet, which must have local/remote switching capability via a conversion switch.
(2) The PAC dosing equipment field control box is controlled by a local PLC control box, utilizing variable frequency one-to-one control for the dosing pump. The equipment features pre-installed Ethernet interfaces for start-up/faults, with the later data collection of each device's operational status handled by Party A. The manufacturer provides the local PLC control box, which must be capable of local/remote switching via a conversion switch.
(3) SecondarySodium hypochloriteThe dosing equipment's field control cabinet is controlled by a field PLC cabinet, utilizing variable frequency one-to-one control for the dosing pump. The equipment features pre-installed Ethernet interfaces for start-up/fault monitoring. The party A is responsible for collecting the operational status of each device via network cables in the later stage. The manufacturer provides the field PLC control cabinet, which must be capable of local/remote switching via a toggle switch.
3. Self-control System Design Principles
(1) High Reliability Principle
Features include self-diagnosis and fault tolerance, with continuous 24/7 operation; equipped with computer system-assisted diagnosis and repair functions; equipped with anti-interference and lightning protection measures; the monitoring system can be downgraded for use, meaning that in the event of a failure or communication interruption at the upper-level machine, the on-site control station can independently perform basic local control.
(2) Practicality Principle
For ease of user operation and system usage, we adhere to another principle of being user-friendly, simple to learn, clear interface, and practical features. Under the premise of practicality, elegance, and aesthetics, we do not overly pursue superficial showiness, ensuring users feel the genuine situation.
All-graphic human-machine interface, allowing users to clearly understand the operation status of various sections in the water plant and the branch details of fault alarm points, enabling quick and accurate operation; dynamic graphic control technology, enabling operators to issue various commands or switch screens using hotkeys or the mouse; capable of uniformly managing data as required, such as recording, archiving, statistics, inquiries, and printing.
(3) Professionalism Principle
Products with short-term non-obsolete applications. Prefer international standards and current technology. Of course, as practical industrial control systems, due consideration is given to the maturity of the technology.
4. Automation System Requirements
The control system adheres to the principle of "centralized management, decentralized control, and data sharing." It is designed with advanced and reliable selection, ensuring the long-term, stable, and efficient operation of instruments, central control units, computers, communication equipment, and more. The control of the entire water purification station equipment can be achieved through the following three-tiered control layers:
(1) Local Manual: High priority; when the on-site transfer switch is in "Manual Operation" mode, the control of the industrial control system is disabled. All major on-site equipment can be manually/automatically switched and operated for start/stop functions at the local control cabinet.
(2) Remote Industrial Control Automation: Utilizes the logical control functions of industrial control to provide automatic operation of equipment, as well as interlock and cascade control for associated equipment, and closed-loop control. The equipment in the regions under the jurisdiction of each sub-station primarily operates in this control manner.
(3) Control Room Industrial Control: Remote control of all factory equipment through a human-machine operation interface, achieving macroscopic regulation, handling local shutdown accidents and emergencies, and maintaining overall system coordination. The control system features non-disruptive switching capabilities during manual/automatic/centralized control mode transitions.
The control system provided in this project is a complete system that meets the buyer's technical specifications. Upon correctly connecting the signal cables from the site and the power distribution room to our provided system, the system can operate stably, reliably, and safely, performing the predetermined functions of monitoring, operation, management, automatic control, and interlock protection.
5. Industrial Control Room
The control room is equipped with an operator management industrial control computer. The system analyzes, processes, and stores information on various process parameters, electrical parameters, and the operating status of key equipment in the water treatment plant. It generates trend curves for different process parameters, allowing for simple keyboard operations to configure system functions, modify and set control parameters online, issue commands to subordinates, and provide a direct display of the plant's dynamic process flowchart on a CRT. It can also zoom in on the process flowchart of each section, displaying dynamic parameters and trend curves, automatically generating various reports, and enabling the display and printing of records. The alarm system sounds and lights up to alert of various equipment faults at the central control room, and can also categorize and print the faults.
(1) Live Dynamic Graphics Real-time Data Display
The water treatment process, major equipment operations, and level control and distribution equipment status are dynamically and in real-time displayed on the computer monitor, along with real-time data of each stage's process and electrical parameters. This allows management to have a comprehensive understanding of the current water treatment operation, monitoring from an overall layout to detailed diagrams at multiple levels.
(2) The overall structural form of the dynamic graphics is a layered unfolding style, with the image including
Control System General Diagram
Dynamic Process Flow Diagram
Power Distribution System Diagram
☆ Status Diagram of Main Equipment Parameters
(3) Control
Operators issue start/stop/stop commands via the keyboard or mouse on the computer. The screen should display an operation sequence diagram, indicating the current step with different colors. After receiving the command, the control system executes it correctly based on the on-site situation and sends a response signal to the operator station. All operation events are automatically logged into the "Event Log."
(4) The supplied Uninterruptible Power Supply (UPS) features an automatic transfer function, with the backup power capacity designed for a 30-minute runtime.
(5) Control System: Operators issue start/stop/stop commands via the keyboard or mouse on the main control computer. The screen should display an operation sequence diagram, indicating the current execution steps with different colors. After receiving the command, the PLC control system executes it correctly based on the on-site conditions and provides feedback signals to the operator station. All operation events are automatically logged into the "Event Log."
6. Intelligent System Composition

7. Features of the Intelligent System

8. Intelligent System Framework

Five. Overall Processing Technology System
1. Processing Technology

2. Process Overview

3. Process Advantages

Six, Performance Advantages of FV Series Integrated Water Purification Equipment