






- AllProduct Category
-
Medication Equipment Series
Sludge Treatment Series
Filter Series
Wastewater Treatment System
Water Purifier Line










详情描述
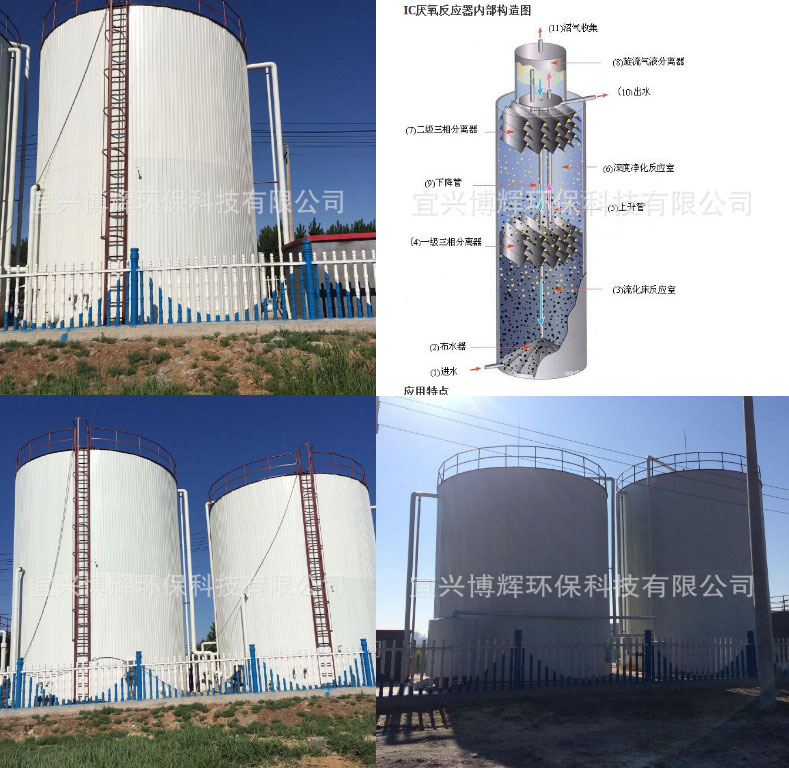
IC Anaerobic Composite Bed Reactor
Basic Introduction to Anaerobic Biochemical Method
Anaerobic biochemical method has the following advantages and disadvantages compared to aerobic biochemical method:
Seven Key Advantages
● Wide Application Range
Low energy consumption
High load
● Low residual sludge volume
● Lower nitrogen and phosphorus nutrient requirements
The anaerobic treatment process has a certain bactericidal effect, capable of killing parasites and viruses in wastewater and sewage.
Anaerobic active sludge can be stored for long periods, and anaerobic reactors can operate seasonally or intermittently.
Three Areas of Shortcomings
Anaerobic microorganisms reproduce slowly, hence the startup and processing time for anaerobic equipment is greater than for aerobic equipment.
● Effluent often requires further treatment, hence it is generally connected in series after anaerobic treatment followed by aerobic treatment.
Anaerobic treatment system operation control factors are relatively complex.
Application of Anaerobic Biochemical Method
Organic Sludge Treatment
High-concentration organic wastewater
Medium to low concentration organic wastewater
Urban wastewater treatment
Basic principle of anaerobic biochemical method
Basic Definition: Anaerobic biological treatment of wastewater refers to the conversion of various complex organic molecules in wastewater through the action of anaerobic microorganisms (including aerobic microorganisms) under conditions without molecular oxygen.MethaneThe process of decomposing materials such as carbon dioxide is called anaerobic digestion.
Anaerobic biological treatment of wastewater is a method that utilizes the degrading action of anaerobic microorganisms to purify organic matter in wastewater under anaerobic conditions. Under anaerobic conditions, the anaerobic bacteria in the wastewater decompose carbohydrates, proteins, fats, and other organic substances into organic acids, then...MethaneUnder the action of the bacteria, it further ferments intoMethaneCO2 and hydrogen, thereby purifying wastewater. It is one of the excellent treatment methods for domestic wastewater sludge, high-concentration organic industrial wastewater, and feces.
Anaerobic digestion is divided into three stages.
Phase One: Hydrolysis and Acidification Stage.
Second stage: Hydrogen and acetic acid production stage.
Stage Three: ProductionMethaneStage.
Anaerobic Tower (Upflow Anaerobic Compacted Bed Reactor, UASB) operating principle
Abstract: The Anaerobic Composite Bed Reactor (ACBR) essentially combines the Anaerobic Biofilter (AF) with the Upflow Anaerobic Sludge Bed (UASB), hence also known as an IC Reactor. The lower part of the ACBR consists of a sludge suspension layer, while the upper part is filled with media. It can be viewed as a UASB process with a reduced thickness of the media layer in the upflow anaerobic biofilter, leaving a space between the bottom water distribution system and the media layer to allow for the growth and accumulation of suspended sludge particles. As a result, it also forms a UASB treatment process. As wastewater passes through the suspended sludge layer and the media layer, organic matter comes into contact with the microorganisms on the sludge particles and the biofilm on the media, where it is decomposed.
Operating Principle: The wastewater, after being adjusted for pH and temperature, first enters the mixing zone at the bottom of the reactor and is thoroughly mixed with the sludge-water mixture from the external recirculation loop. It then proceeds to the granular sludge expanded bed area for COD biochemical degradation. Here, the COD volume load is high, with most of the incoming COD being degraded, resulting in a large volume of...BiogasDue toBiogasThe expansion work done on the liquid during the bubble formation process generates an aeration effect, which makesBiogasThe mixture of sludge and water rises, is degraded in the packed bed area, and then flows to the three-phase separator at the top of the reactor.BiogasAfter separation from mud and water at this point, it is directed to the treatment system. The mud and water mixture then descends along the splash guard to the mixing zone at the bottom of the reactor, where it is thoroughly mixed with the incoming water before re-entering the sludge expansion bed area, forming the so-called internal circulation. Depending on the varying incoming water COD load and the different construction of the reactor, the external recirculation flow rate can reach 0.5 to 10 times the incoming water flow rate. After treatment in the expansion bed, a portion of the wastewater participates in the circulation, while the rest continues to rise, entering the media zone for the remaining COD degradation and production.BiogasThe process enhances and ensures the quality of the effluent water. As most COD has been degraded, the COD load in the media zone is relatively low, resulting in a smaller gas production. The following is generated:BiogasAlso collected by the three-phase separator and discharged through the manifold to the treatment system. After being processed in the packed bed area, the wastewater is treated by the three-phase separator, with the supernatant flowing out through the effluent area and the granular sludge returning to the sludge bed.
Anaerobic Tower Components and Features
IC Composition: The anaerobic tower body is a cylindrical tower made of Q235 carbon steel or 304 stainless steel, without segmented connection flanges. The specific structure consists of the tower body, water distribution system, sludge bed, bio-carrier zone, three-phase separator, floating sludge rapid discharge device, and recycle system, etc.
IC reactor features can be summarized as:
(1) The IC reactor features a compact structure, integrating an anaerobic biofilter (AF), an upflow anaerobic sludge blanket (UASB), and sedimentation into one unit.
(2) The maximum feature of the IC reactor is its ability to form granular sludge within the reactor, achieving an average sludge concentration of 30-40g/L inside, with the bottom sludge concentration reaching up to 60-80g/L.
(3) The IC reactor has a high volumetric loading, typically ranging from 10 to 20 kgCODCr/(m³·d), with the maximum reaching 30 kgCODcr/(m³·d). Additionally, it features a short hydraulic retention time, usually employing mesophilic anaerobic digestion, and can sometimes operate at ambient temperatures.
(4) The reactor is equipped with a three-phase separator, allowing sludge separated in the sedimentation zone to automatically return to the reaction zone. Additionally, a reflux device has been incorporated. It also utilizes its self-generatedBiogasAnd mixing is achieved through the inflow of water currents, without the need for a mixing device. This simplifies the process stages and reduces the system's process equipment, making maintenance and operation relatively simple.
(5) The IC reactor is equipped with a bio-carrier zone, featuring an anaerobic digestion method with both suspended and attached growth. Compared to the anaerobic biofilter, the IC anaerobic composite bed reactor reduces the height of the media bed, thereby minimizing the risk of clogging. In contrast to the UASB method, the media bed serves as both a carrier for anaerobic microorganisms and a trap for suspended anaerobic activated sludge fragments in the water flow, enabling the anaerobic reactor to maintain a higher microbial biomass and ensuring the quality of the effluent.
The anaerobic bioreactor combines the advantages of anaerobic biofilter and upflow anaerobic sludge blanket reactor, overcoming their shortcomings. It not only increases biomass but also improves the volumetric utilization of the reaction zone. The total height of the reactor can exceed 10 meters, thereby reducing the land area required and significantly enhancing the treatment capacity.
The reactor is made of fiberglass, formed through a single overall winding process, offering ease of manufacturing, high strength, minimal land occupation, high processing efficiency, excellent results, corrosion resistance, anti-aging properties, and a long service life.
The reactor is equipped with a control system consisting of an online analyzer, pH controller, differential pressure transmitter, pressure sensor, flow sensor, conductivity meter, level controller, solenoid valve, variable frequency drive, and control cabinet. All control conditions are displayed in digital form on the monitor interface, making it easy for managers to oversee and with fault alarms for convenient management and maintenance.
Anaerobic reactor operation and management
1. Key considerations for the operation and management of anaerobic biological treatment facilities:
(1) When the treated wastewater concentration is high (CODCr value greater than 5000 mg/L), a recirculation operation mode must be adopted. The recirculation ratio is determined based on the specific situation. Effective recirculation can not only reduce the influent concentration but also increase the influent volume, ensuring uniform flow distribution within the treatment facility and preventing short-circuiting. Recirculation can also prevent drastic fluctuations in influent concentration and pH value inside the anaerobic reactor, maintaining a stable anaerobic reaction. This means it can reduce the demand for alkalinity in anaerobic reaction, thus lowering operation costs. Anaerobic reaction is a process that generates energy, with the effluent temperature higher than the influent. Therefore, during winter when outdoor temperatures are low, the reactor temperature remains constant, and it is optimal to allow anaerobic microorganisms to operate at their suitable temperature.
(2) Generally, the temperature of industrial wastewater is hard to reach 35°C and requires heating, especially in winter. Therefore, to save energy for heating, one must pay attention to insulation (including measures like increasing recirculation), to prevent the loss of heat in the reactor as much as possible. On the other hand, taking advantage of the higher sludge concentration inside the reactor, it is necessary to maximize the sludge concentration within the reactor to minimize the impact of temperature on anaerobic reactions.
(3)BiogasTo be discharged promptly and effectively. The anaerobic digestion process necessarily accompaniesBiogasThe emergence,BiogasThe device can agitate sludge, promoting the mixing and contact between wastewater and sludge, which is one of its advantages. At the same time,BiogasThe presence will also serve a similar function as scum.BiogasWhen overflowing, it brings part of the sludge to the liquid surface, causing the formation of floating scum and an increase in suspended solids in the effluent, as well as deterioration of water quality. Therefore, it is necessary to set up gas baffles and gas collection hoods.BiogasExtracted from the anaerobic digestion unit, there is an adequate sedimentation area near the effluent weir to ensure the water quality of the outflow.
(4) Sludge loading should be appropriate. To maintain the balance of the three stages in the anaerobic digestion process, ensuring the generation and consumption of intermediate products such as volatile fatty acids are balanced, and to prevent acid accumulation from causing a decrease in pH, the organic loading of the influent should not be too high, generally not exceeding 0.5 kg CODcr/(kg MLSS·d). Higher sludge concentration within the reactor can achieve a higher volume loading while maintaining a relatively low sludge loading. Typically, the volume loading of anaerobic digestion units is above 5 kg CODcr/(m³·d), even up to 50 kg CODcr/(m³·d).
(5) When the concentration of suspended solids in the wastewater to be treated is high (typically above 1000 mg/L), appropriate pretreatment such as sedimentation, filtration, or flotation should be conducted to reduce the suspended solids content in the incoming water and prevent clogging of the media bed. Generally, the incoming suspended solids to an AF system do not exceed 200 mg/L, but if the suspended solids are biodegradable and uniformly dispersed in the wastewater, they have little adverse effect on the AF process.
(6) Ensure a sufficient anaerobic environment. Anaerobic conditions are a prerequisite for the normal activity of anaerobic microorganisms.MethaneMicroorganisms must function in an absolute anaerobic environment. Contact with air should be minimized during stages like wastewater pumping into anaerobic digestion units and effluent recycling. Efforts should be made to avoid phenomena like water splashing and turbulence during the flow process. Storage ponds and recycling ponds should be covered and sealed. Air-lift pumps should not be used for wastewater pumping. The anaerobic reaction structures have undergone airtightness tests to ensure they are tight and leak-proof.
2. Anaerobic bioreactor control indicators:
(1) Redox Potential: This method determines the balance of multiple redox component systems within an anaerobic reactor by measuring the redox potential. Although it is less reliable, the simplicity of redox potential measurement, when combined with other monitoring indicators, offers some guidance.
(2) Propionate to acetate concentration ratio: If the anaerobic reactor's organic load exceeds the normal range, the ratio of propionate to acetate concentrations will immediately increase before any other operating parameters change. Therefore, the ratio of propionate to acetate concentrations can be used as a sensitive and reliable warning indicator for operational anomalies caused by anaerobic reactor overload.
(3) Volatile Fatty Acids (VFA): Abnormal elevation of volatile fatty acids is indicative of anaerobic reactor production issues.MethaneEffective indicators for the inhibition of microbial metabolism.
(4) Benzoic Acid: Benzoic acid is an intermediate product formed from the degradation of aromatic amino acids and large molecular organic compounds such as lignin. When treating wastewater containing such pollutants, the concentration of benzoic acid in the anaerobic treatment effluent is a sensitive indicator reflecting the operational status of the anaerobic reactor.
(5)Methyl Mercaptan:Methyl MercaptanThe scent is distinctive, detectable by the nose even at low concentrations.Methyl MercaptanA sudden increase in content (or a sudden appearance or intensification of odor) often indicates a sudden increase in the concentration of chlorinated hydrocarbons and other toxic substances in the incoming water.
(6)Carbon MonoxideCO: The generation of COMethaneThe production is closely related; CO is poorly soluble in water and can be monitored online. There is a good correlation between the concentration of CO in the gas phase and the concentration of acetates in the liquid phase. Changes in the CO content are also related to the inhibitory effects caused by heavy metals and organic toxicity.
3. Basic conditions for maintaining high efficiency in anaerobic bioreactors:
(1) Appropriate pH Level: To ensure anaerobic operation proceeds smoothly, the pH value in the reactor must be maintained between 6.5 and 8.2.
(2) Adequate Regular Nutrition: The concentration of nitrogen within the reactor must be between 40-70 mg/L to meet requirements, while phosphorus and sulfur can be maintained at lower concentrations to suffice.MethaneMicroorganisms have specific requirements for sulfides and phosphorus, which must be ensured within the reactor. Sometimes, it is necessary to add phosphate fertilizers and sulfates to the incoming water.
(N) Necessary trace-specific nutrient elements:MethaneSpecific nutrient elements with activating properties include iron, cobalt, nickel, zinc, manganese, molybdenum, copper, and even selenium, boron, and many others. A deficiency in any one of these can severely impact the entire biological treatment process.
(4) Suitable Temperature: Anaerobic reactions typically operate under moderate temperatures of 30-37℃.
(5) Toxicity Adaptability: Must complete acclimatization of anaerobic microorganisms to toxic substances.
(6) Sufficient Metabolic Time: Ensure both the hydraulic retention time (HRT) and solid retention time (SRT) for anaerobic biological treatment.
(7) Sufficient Carbon Source: The organic matter from the influent water must meet the requirements of heterotrophic organismsMethaneMicroorganisms are used as carbon sources for biological synthesis, and the dissolved CO2 within the reactor must meet the requirements for autotrophic organisms.MethaneCarbon source required for the fungus.
(8) Excellent Mass Transfer from Pollutants to Microorganisms: The granular sludge in the anaerobic bioreactor has good mass transfer capacity in the fluidized state. However, excessive accumulation of biomass or overly thickened biofilm due to the use of the anaerobic biofilm method can cause mass transfer issues. It is necessary to regularly discharge excess biomass sludge or increase the recirculation ratio to reduce some mass transfer resistance.



