Gas Module Boiler
Product Features:
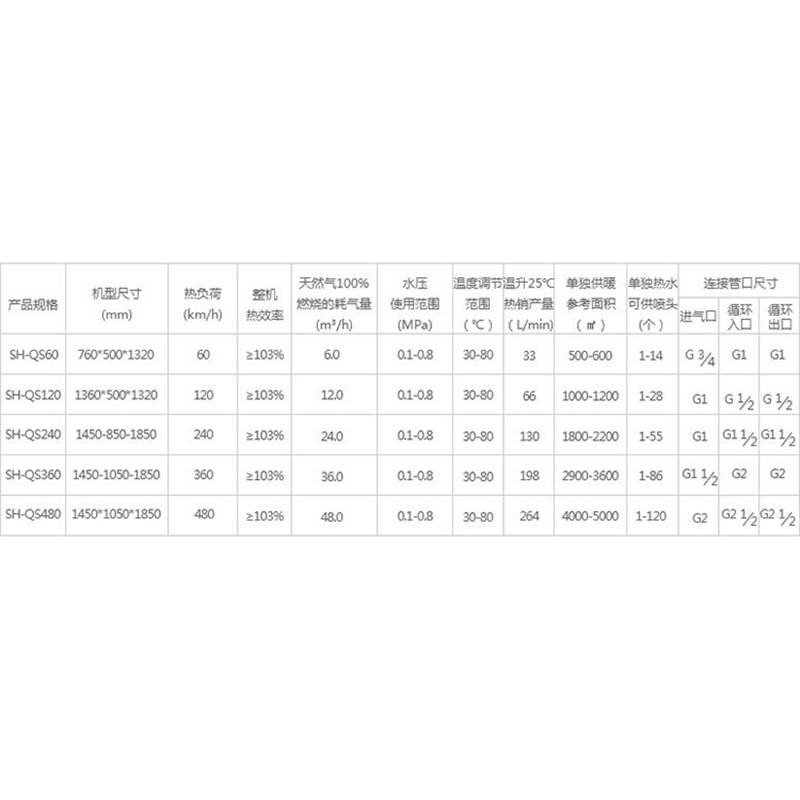
1. The condensing structure employs a two-stage heat exchange method, achieving a gas-saving rate of 13%. Under the same gas consumption, it provides a hot water yield over 15% and a thermal efficiency as high as 103%, exceeding the national standard of 96% for gas water heaters.
2. Outdoor wind resistance and waterproofing technology; superior wind resistance capabilities outdoors compared to other products.
3. Sealed recirculation, micro-negative pressure sealed combustion, harmonica-style grate, higher thermal efficiency, longer service life.
4. Scale Inhibiting Function Plate Heat Exchangers ensure enhanced secondary heat exchange efficiency.
5. Proportional stepless variable-frequency combustion adjustment, eliminating the occurrence of explosive combustion.
6. The main unit operates on a balanced working principle, with no heat generated by the housing, ensuring greater reliability.
7. Precise temperature control design with free temperature adjustment and digital display of water temperature.
8. Fully automatic design, operation, and conversion.
9. Over 17 reliable protection features.
Application Scope:
1. Integrated Functions: Hot Water & Heating
2. Modular Configuration: The main unit of the modular machine can be added or reduced according to the thermal load of the operating environment.
3. Versatile Interaction: Can be used as an auxiliary heating for air source (heat pump) in cold weather, solar water heater during nights and rainy days, and air conditioning water heater (triple machine) in cold weather.
4. Wide Application: Hot water and heating projects for villas, government buildings, factories and mines, schools, farms, indoor swimming pools with constant temperature, and disaster relief sites.