



















The fully automatic biogas burner consists of a back pressure valve, flame arrester, manual maintenance valve, pneumatic valve, burner, exhaust port, electrical control device, igniter, etc.
The integrated device collects the biogas generated during anaerobic treatment of sewage and transports it to the biogas burner through pipelines. Pressure control is used to detect the air pressure inside the pipeline. When the pressure reaches the set value, the pneumatic ignition device opens the pneumatic valve, and the biogas passes through the flame arrester to the burner, mixes with air for combustion, and is discharged into the atmosphere through the exhaust hole. When the pressure inside the pipeline is too low than the set value, the valve is closed to end the combustion.
1. Main technical parameters of biogas burner
Power supply voltage: 220VAC
Work pressure: 0-3Kpa
Pressure control range: 1.2-2.5, adjusted according to the amount of biogas
Output signal format: pressure, temperature 4-20ADC
2. Installation and commissioning of biogas burner equipment
Due to the fact that biogas is a flammable gas and the exhaust vent is located at a high position, it is necessary to pay attention to the grounding of the system during installation. The grounding device uses galvanized angle steel grounding electrode (50 * 50 * 5, L-2500), and connects the electrode, exhaust hole, etc. with galvanized flat steel (40 * 4). Depending on the site situation, the grounding electrode can also be used underground reinforced concrete or buried metal pipelines (non flammable, non explosive, liquid steam electrical pipelines, etc.).
Perform ignition debugging manually, record pressure time and temperature time change curves, and set the parameters of the pressure controller and temperature controller according to the debugging situation. Switch to automatic mode after everything is normal.
3. Common working intentions and elimination methods of biogas burners
Unstable combustion and abnormal flameout: The temperature controller (with an upper limit set value lower than the temperature during normal combustion) detects the combustion temperature to reflect the combustion situation. When the system is in working (combustion) state and the temperature controller continues to fail to measure the temperature, it indicates that the ignition is unsuccessful or the combustion process is abnormally flameout. The ignition is continued through gas control and a delayed alarm signal is generated. At this time, the temperature controller, ignition device (manual, sparks generated during ignition), and pneumatic valve (whether they are opened normally and the opening degree meets the airflow requirements) should be checked.
4. Operation and maintenance of biogas burner
Manual operation mode: Place the rotary switch in the manual position. When the pressure controller displays a pressure greater than 1-2KPa, use the rotary switch to open the pneumatic valve, use the button switch to control the ignition, and observe the ignition and combustion process through the observation window on the exhaust hole.
Automatic operation mode: After manual abnormality, the main rotary switch is placed in the normal position. When the pressure inside the pipeline reaches the upper limit of the set value, open the pneumatic valve and start the ignition device. As the biogas enters the burner, it begins to ignite and burn. When the pressure inside the pipeline drops below the lower limit of the set value, the pneumatic valve will automatically close halfway to end the combustion process.
5. Schematic diagram of biogas burner system structure
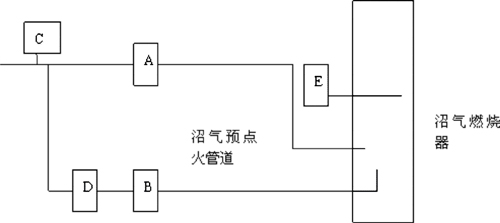
A is the pneumatic valve, B is the igniter, C is the pressure transmitter, D is the solenoid valve, and E is the temperature probe
6. The gas collection device collects the biogas generated during anaerobic treatment of sewage and transports it to the biogas burner through pipelines. The pressure controller detects that the gas inside the pipeline is too bad. When the pressure reaches the set value, the ignition device is activated and the pneumatic valve is opened. The biogas passes through the flame arrester to the burner, mixes with air, and burns before being discharged into the atmosphere through the exhaust pipe. When the pressure inside the pipeline is lower than the set value, the pneumatic valve is closed to end the combustion.
7. Ignition principle of biogas burner:
8. (1) When the pressure of C reaches the upper and lower limits (about 3Kpa, adjustable), D opens and B ignites. After a delay of 20 seconds, A opens and ignites the biogas in the main pipeline. After a delay of 20 seconds, A opens and D and B close.
9. (2) After the C pressure reaches the lower limit (about 1.5Kpa pressure, adjustable), A will close. To prevent instantaneous pressure loss in the pipeline when A is opened, A should be opened and held for 10 seconds (adjustable) before closing if it reaches the lower pressure limit. The ignition cycle ends and transitions to the next cycle.
10. (3) After 20 seconds of opening A, if the temperature probe does not reach the appropriate temperature (about 300 ℃, adjustable), ignition is not successful, and an alarm is triggered. After reaching the appropriate temperature, a signal is sent to the PLC system of the entire project, and ignition is successful.
Engineering Achievements
Jinwei Beer Co., Ltd. (Shantou Branch)
Jinwei Beer Co., Ltd. (Dongguan Branch)
Jinwei Beer Co., Ltd. (Tianjin Branch)
Jinwei Beer Co., Ltd. (Chengdu Branch)
Jiangsu Dafuofu Beer Co., Ltd. (Tongzhou Factory)
Yancheng Dafuofu Beer Co., Ltd. (Dafeng Factory)
Changshu Dafuofu Beer Co., Ltd. (Changshu Factory)
Nantong Dafuofu Beer Co., Ltd. (Nantong Factory)
Beijing Bishuiyuan Technology Co., Ltd. (export to Russia)
Beijing Bishuiyuan Technology Co., Ltd. (export to Vietnam)
Jiangsu Muyang Environmental Protection Co., Ltd. (exporting to Vietnam Shunhua Brewery)
Yingbo Beer Co., Ltd. (Changsha Branch)
Harbin Beer Co., Ltd. (Hegang Branch)
Chongqing Shancheng Beer Co., Ltd. (North New Area Factory)
Guangzhou Environmental Protection Engineering Design Institute Co., Ltd. (Baotou Huazi Sugar Factory Sewage Project)
Guangzhou Environmental Protection Engineering Design Institute Co., Ltd. (Inner Mongolia Jining Sugar Factory Sewage Project)
Guangzhou Environmental Protection Engineering Design Institute Co., Ltd. (Heilongjiang Nehe Sugar Factory Sewage Project)
























