























主要用于高速线材生产用的碳化钨硬质合金辊环、复合辊、高速钢轧辊的外圆和R孔型槽作粗磨、半精磨、精磨及无火花磨削等磨削加工。采用成型的金刚石砂轮磨削硬质合金辊环的孔型、外圆,同时数控控制可实现数控插补加工磨削孔型的孔口R弧圆角。
MK8450型数控轧辊磨床主要有砂轮架、头架、工作台、床身等部件组成,
砂轮架主要提供砂轮旋转的动力,同时能前后移动,砂轮架前后移动采用滚珠丝杆传动,导轨采用直线导轨支撑,灵敏度高、无阻尼、响应速度快,实现终端负反馈,传动精度高。
头架主轴电机采用变频器控制可以实现无极调速。
工作台左右移动采用滚珠丝杆传动、精压导轨支撑,阻尼小,抗振动性能好、响应速度快。上工作台采用斜平面支撑头架,便于排水、同时利用头架和工件的重量压在导轨上,能自动实现头架主轴与工作台斜侧面平行。
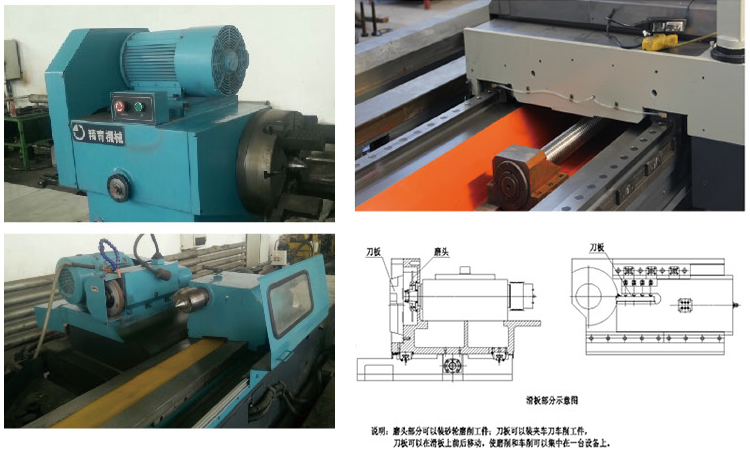
CMK8450 数控轧辊车磨一体机,床身采用整体2+2导轨结构,即床身水平布置四根导轨,四条导轨分别提供床鞍和尾座的运动和定位,并在床身前侧垂直面上设置一根辅助导轨作床鞍的辅助支撑。以此保证床鞍、刀架有更好的刚性,能承担更大的切削扭矩。















 冀公网安备13010402003046号
冀公网安备13010402003046号




