























Industry Pain Points:
During the operation of feeding equipment, the belt corridor has a high dust concentration, and the belt conveyors run at high speed, which often leads to issues such as accumulation, piling, and friction-induced fires at the head and tail of the conveyors. Additionally, there are problems with the aging of the conveyor equipment, where the drums may not run smoothly, causing jamming. The high-speed friction between the belt and the drums can also cause high temperatures or even fires, potentially resulting in significant property losses and safety hazards for personnel. Traditional smoke and flame detectors are unable to provide early temperature measurement and alarms; even if an alarm is triggered, it is usually late, offering little practical effect.
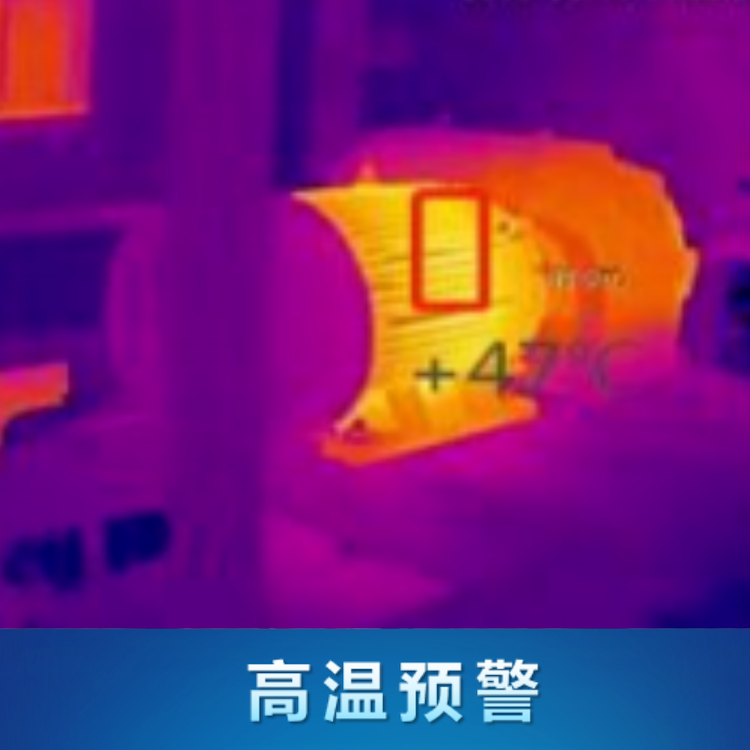
Solution:
Our company's early-stage belt conveyor fire prevention and extinguishing monitoring system makes full use of the early imaging monitoring device of heat, smoke, and flame, achieving comprehensive monitoring of key areas such as the head and tail of the belt conveyor. Relying on double-layer network algorithms and visible images.AIAlgorithms can effectively identify high temperatures, smoke, and open flames with a low rate of false alarms and missed detections. Response time for alarm conditions is less than or equal to10Seconds, and the image can be framed and captured for storage, convenient for historical query.
When an alarm is triggered, the backend host can link up to control the field water spray device to open the valve and perform emergency cooling and fire extinguishing measures.
For more information on product specifications, please click on the sidebar to contact us!




















